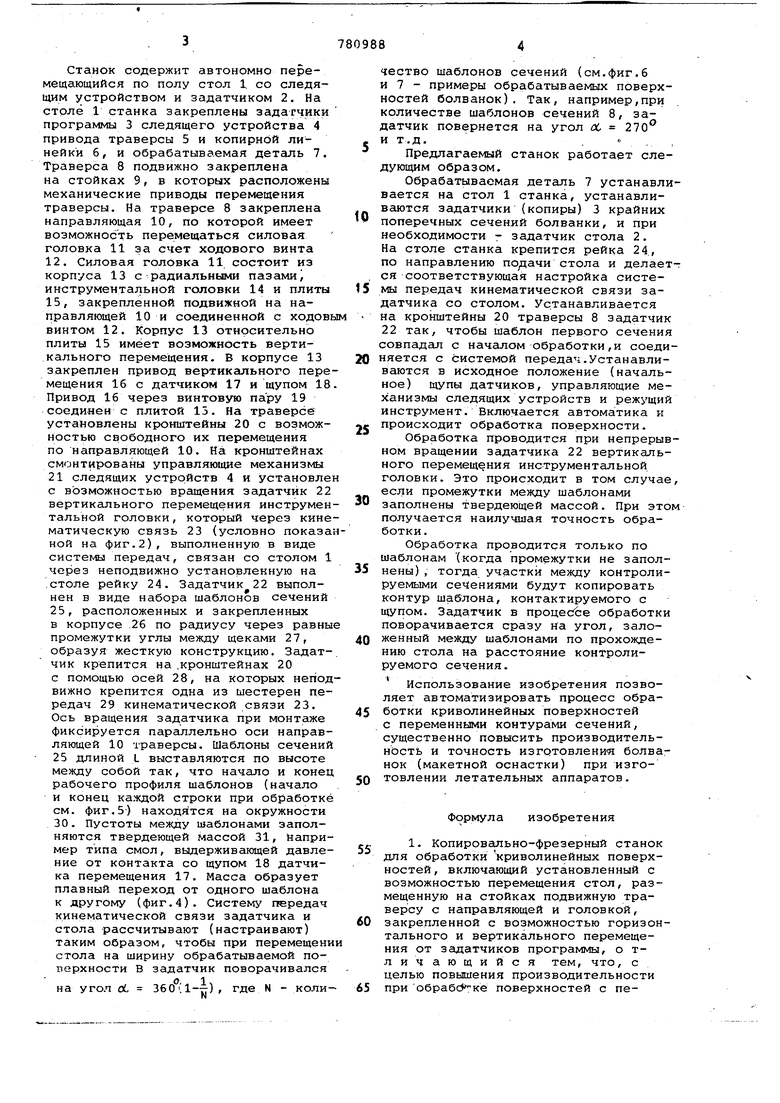
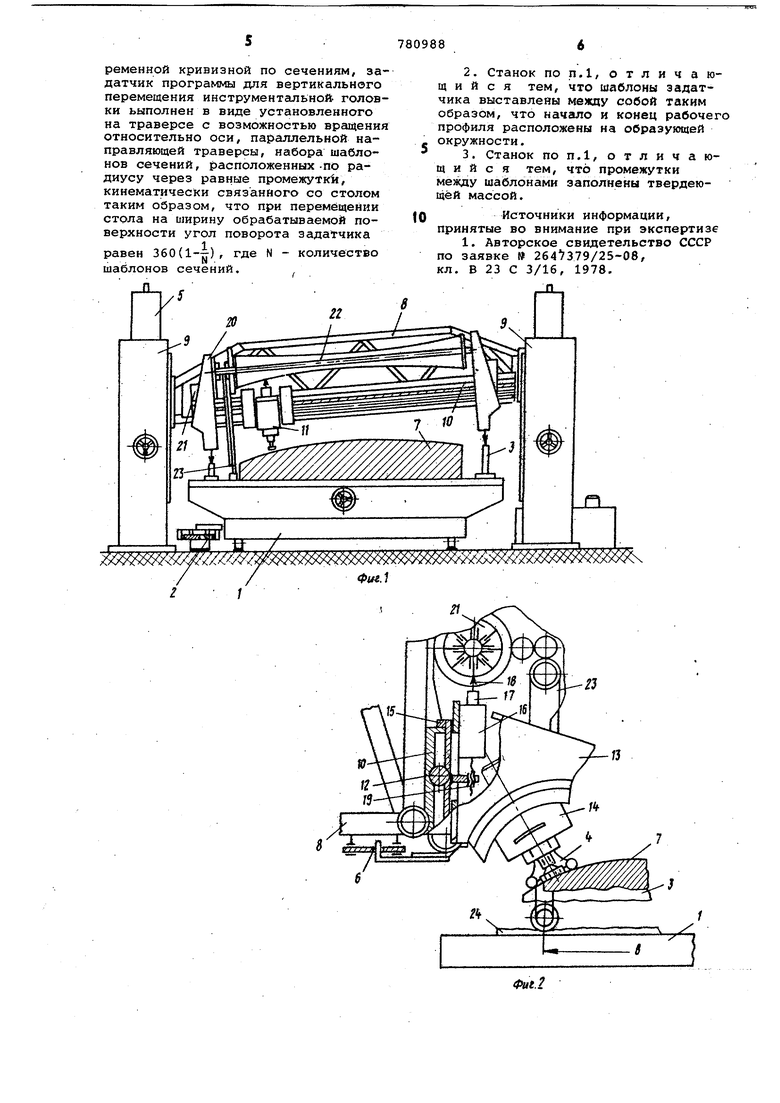
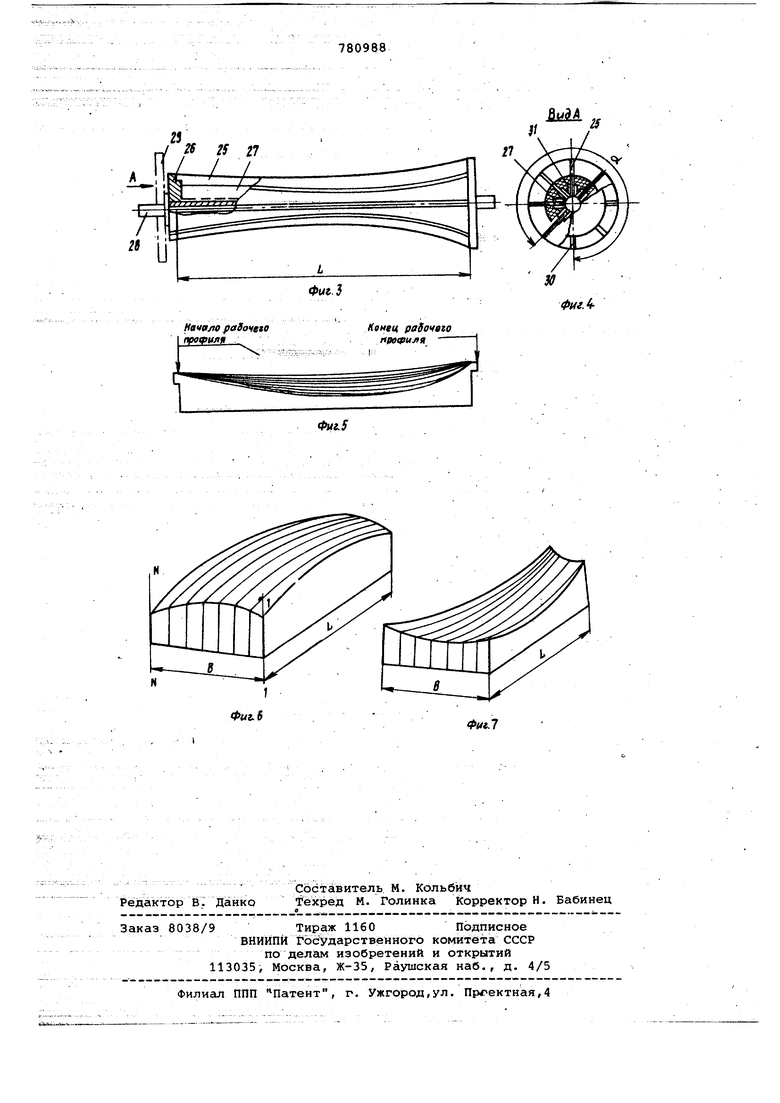
Изобретение относится к обработке деталей резанием при изготовлений сложных криволинейных, поверхностей и может быть использовано при обработке криволинейных поверхностей болванок с переменной кривизной по сечениям, используемым при изготовлении деталей летательных аппаратов. Известны станки, включающие перемещающийся стол для детали, установленную на стойках подвижную траверсу с направляющей и инструментальной головкой, закрепленной с.возможность горизонтального и вертикального nsjpe мещения от задатчиков программа Ij . На известных станках возможно обрабатывать криволинейную поверхность с переменной кривизной по сечениям, но это требует больших затрат времени на переналадку, и практически не приемлемо. Цель изобретения - повышение производительности при обработке поверх ностей с переменной кривизной по сечениям. Указанная цель достигается тем,, что задатчик программы для вертикаль ного перемещения инструментальной головки выполнен в виде установлен.ного на траверсе с возможностью вращения вокруг оси, параллельной направляющей траверсы, набора шаблонов сечений, расположенных по радиусу через равные промежутки, кинематически связанного со столом таким образом, что при перемещении стола на ширину обрабатываемой поверхности угол поворота задатчика равен 360 (l-j), где N - количество шаблонов сечений. При этом шаблоны задатчика выполнены таким образом, что начало и конец рабочего профиля расположены на образующей окружности, а промежутки между шаблонами заполнены твердеющей массой. На фиг. 1 показан станок, общий вид; на фиг, 2 - схема слежения за вертикальным перемещением инструментальной головки с условно показанной кинематической связью задатчика и стола; на фиг. 3 - задатчик вертикального перемещения инструментальной головки; на фиг. 4 - вид по стрелке А на 1н1Г.З, на фиг.5 - совмещенные проекции шаблонов задатчика вертикального перемещения, на фиг. 6 - пример обрабатывае1 х выпуклых поверхностей болвайок, на фиг.7 - пример обрабатыраемых -вогнутых поверхностей болванок.
Станок содержит автономно перемещающийся по полу стол 1. со следящим устройством и задатчиком 2, На столе 1 станка закреплены задагчики программы 3 следящего устройства 4 привода траверсы 5 и копирной линейки б, и обрабатываемая деталь 7. Траверса 8 подвижно закреплена на стойках 9, в которых расположены механические приводы перемещения траверсы. На траверсе В закреплена направляющая 10, по которой имеет возможность перемещаться силовая головка 11 за счет ходового винта 12. Силовая головка 11 состоит из корпуса 13 с радиальными пазамиj инструментальной головки 14 и плиты 15, закрепленной подвижной на направляющей 10 и соединенной с ходовы винтом 12. Корпус 13 относительно плиты 15 имеет возможность вертикального перемещения, В корпусе 13 закреплен привод вертикального перемещения 16 с датчиком 17 и щупом 18. Привод 16 через винтовую пару 19 соединен с плитой 15. На траверсе установлены кронштейны 20 с возможностью свободного их перемещения по направляющей 10. На кронштейнах смонтированы управляющие механизмы 21 следящих устройств 4 и установлен с возможностью вращения задатчйк 22 вертикального перемещения инструментальной головки, который через кинематическую связь 23 (условно показанной на фиг.2), выполненную в виде системы передач, связан со столом 1 через неподвижно установленную на .столе рейку 24. Задатчйк 22 выполнен в виде набора шаблонов сечений 25, расположенных и закрепленных в корпусе .26 по радиусу через равные промежутки углы между щеками 27, образуя жесткую конструкцию. Задатчик крепится на .кронштейнах 20 с помощью осей 28, на которых неподвижно крепится одна из шестерен передач 29 кинематической связи 23. Ось вращения задатчика при монтаже фиксируется параллельно оси направляющей 10 траверсы. Шаблоны сечений 25 длиной L выставляются по высоте между собой так, что начало и конец рабочего профиля шаблонов (начало и конец каждой строки при обработке см. фиг.Б-) находятся на окружности 30. Пустоты между шаблонами заполняются твердеющей массой 31, йапример типа смол, выдерживающей давление от контакта со щупом 18 датчика перемещения 17. Масса образует плавный переход от одного шаблона к другому (фиг.4). Систему передач кинематической связи задатчика и стола рассчитывают (настраивают) таким образом, чтобы при перемещени стола на ширину обрабатываемой поверхности В задатчйк поворачивался
на угол oL 360(1-гт) , где N - коли-
чество шаблонов сечений (см.фиг.б и 7 - примеры обрабатываемых поверхностей болванок). Так, например,при количестве шаблонов сечений 8, задатчйк повернется на угол Л. 270 и т.д.„
Предлагаемый станок работает следующим образом.
Обрабатываемая деталь 7 устанавливается на стол 1 станка, устанавливаются задатчики (копиры) 3 крайних поперечных сечений болванки, и при необходимости - задатчйк стола 2. На столе станка крепится рейка 24, по направлению стола и делается соответствующая настройка системы передач кинематической связи задатчика со столом. Устанавливается на кронштейны 20 траверсы 8 задатчйк 22 так, чтобы шаблон первого сечения совпадал с началом обработки,и соединяется с системой передач.Устанавливаются в исходное положение (начальное) щупы датчиков, управляющие механизмы следящих устройств и режущий инструмент. Включается айтоматика и происходит обработка поверхности.
Обработка проводится при непрерывном вращении задатчика 22 вертикального перемещения инструментальной головки. Это происходит в том случае если промежутки между шаблонами заполнены твердеющей массой. При это получается наилучшая точность обработки.
Обработка проводится только по шаблонам (когда промежутки не заполнены) , тогда участки между контролируемыми сечениями будут копировать контур шаблона, контактируемого с щупом. Задатчйк в процессе обработки поворачивается сразу на угол, заложенный между шаблонами по прохождению стола на расстояние контролируемого сечения.
Использование изобретения позволяет автоматизировать процесс обработки криволинейных поверхностей с переменными контурами сечений, существенно повысить производительность и точность изготовлени я болванок (макетной оснастки) при изготовлении летательных аппаратов.
Формула изобретения
1. Копировально-фрезерный станок для обработки криволинейных поверхностей, включающий установленный с возможностью перемещения стол, размещенную на стойках подвижную траверсу с направляющей и головкой, закрепленной с возможностью горизонтального и вертикального перемещения от задатчиков программы, о тли чающийся тем, что, с целью повышения производительности при обрабс ке поверхностей с переменной кривизной по сечениям, за датчик программы для вертикального перемещения инструментальной голов ки ьыполнен в виде установленного на траверсе с возможностью вращени относительно оси, параллельной направляющей траверсы, набора шаблонов сечений, расположенных-по радиусу через равные промежутка, кинематически связанного со столом таким образом, что при перемещении стола на ширину обрабатываемой поверхности угол поворота задатчика равен 360(1-тг), где N - количество шаблонов сечений. Л
/J
13 2.Станок по п.1, отличающий с я тем, что шаблоны задатчика выставлены между собой таким образом, что начало и конец рабочего профиля расположены на образующей окружности. 3.Станок попЛ, отличающийся тем, что промежутки между шаблонами заполнены твердеющей массой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 264 379/25-08, кл. В 23 С 3/16, 1978, ХлХЯл л ;оОФ§ йЯхЖх «
Квнец npetfujie у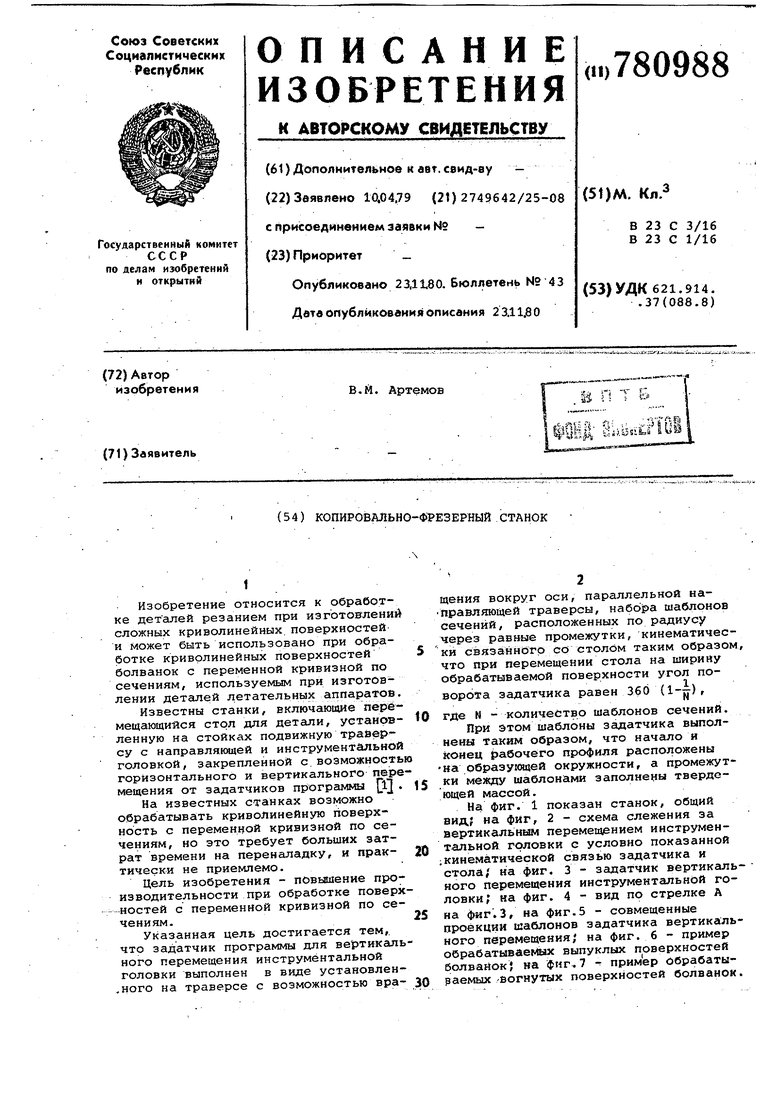
Фиг. 6
ФтЛ
