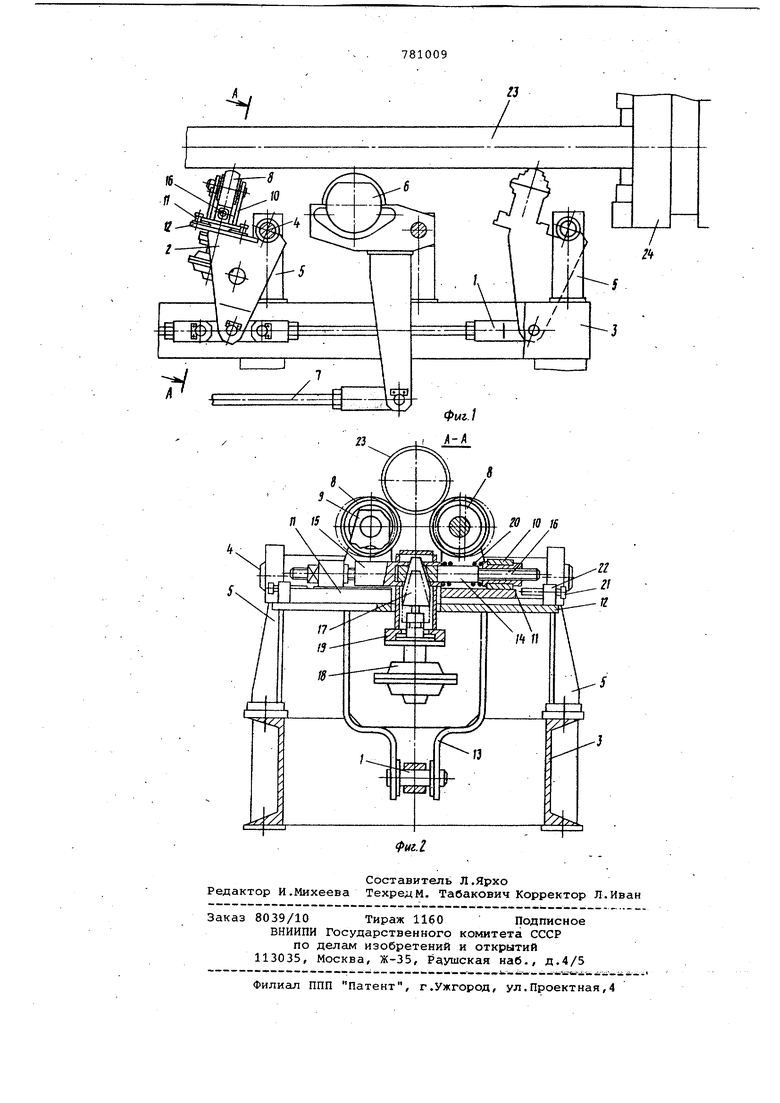
Изобретение относится к механической обработке материалов, ai именно к устройствам для обработки длинномерных труб.. Известен неподвижный люнет,содержа адий основание и роликовые опоры,связанные между собой стяжкой и установленные на основании с возможностью перемещения посредством клинового механизма W . Недостатком указанного люнета является невозможность автоматического управления его работой, в результатё чего возникает вибрации обрабатываемой детали и снижается производитель ность.. Цель изобретения - повышение производительности обработки деталей за счет устранения их вибраций в процес се резания. .. Указанная цель достигается тем, что в корпусе привода люнета выполне но отверстие, в котором по ходовой посадке установлена стяжка. На фиг.1 изображено устройство с использованием неподвижных люнетов к резьбовому станку для поддержания длинномерных труб при их обработке; на фиг.2 - разрез А-А на фиг.1. Устройство содержит связанные общей тягой 1 люнеты 2, смонтированные на раме 3. Число люнетов 2 зависит от длины трубы. Каждый люнет может поворачиваться вокруг оси 4,закрепленной в подшипниках стойки 5, смонтированной на раме 3, несущей, кроме люнетов 2, также транспортные .рольганги б, связанные между собой тягами 7. Люнет 2 содержит ролики 8, смонтированные на опорах 9 и 10, которые могут перемещаться в горизонтальном направлении перпендикулярно оси трубы по направляющим 11, выполненньм на основании 12. Основание 12 закреплено на корпусе 13 люнета 2. Опоры 9 и 10 роликов 8 связаны между собой подпружиненной составной стяжкой, выполненной из двух частей 14 и 15. Одна часть 14 стяжки посредством резьбового хвостовика через втулку 16 соединена с опорой 10. Втулка 16 может вращаться в подшипниках опоры 10. Осевое перемещение втулки ограничивается буртиками. Один из буртиков втулки 16 утолщен и имеет лыски для поворота ее при помощи ключа. Втулка 16 стопорится винтом (на чер.теже не показан). Второй конец части 14 стяжки выполнен цилиндрическим с клиновым пазом и вставлен с осевЕлм зазором в отверстие другой части 15 стяжки, имеющей тоже клиновой паз, причем второй ее конец соединен с опорой 9 точно так же,как и второй конец части 14 стяжки. В клиновые двух частей 15 и 14 стяжки вставлен клин 17, кото1рый закреплен на штоке силового цилиндра пневмопривода.18, смонтированного на корпусе 19 В корпусе 19 выполнено отверстие, в котором по ходовой посадке установлена часть 15 стяжки. Между двумя частми 14 и 15 стяжки вставлена пружина 20. Перемещение опор 9 и 10 ограничено упорным винтом 21, закрепленным н планке 22, которая установлена на основании 12. На основании 12 также смонтированы датчики, регистрирующие перемещение опор 9 и 10 в горизонталном направлении (на чертеже не показаны) . Деталь 23 обрабатывается в станке 24.
Устройство работает следующим образом.
Транспортные рольганги 6 и люнеты 2 предварительно настраивают в вертикальном напЕ)а влении с помощью тяг 1 и -7 на заданный диаметр трубы 53. Для настройки роликов 8 люнетов 2 в горизонтальномнаправлении обработки расконтровывают втулку 16 винтом (на чертеже не показан) и вращают. При этом опора 10 перемещается по направляю.щим 11 в ту или другую сторону. Перемещая опоры 9 и 10, устанавливают необходимое положение трубы на роликах 8. При поступлении трубы 23 по транспортному рольгангу б в станок 24 по команде от датчика (на чертеже не показан) люнеты 2 поднимаются с помощью тяги 1 и поддерживают трубу 23. Транспортные рольганги 6 при этом опускаются. Возле каждого люнета установлены фотореле (на чертеже не показаны). По команде от фотореле включается пневмопривод 18 люнета 2, поддерживающего конец трубы. Пневмоприводы остальных люнетов отключены, При включении пневмопривода 18 шток с клином 17 перемещается вверх и через клиновые пазы частей 14 и 15 стяжки опоры 9 и 10 занимают необходимое в зависимости от диаметра трубы 23 положение.
ЕСЛИ труба имеет.кривизну, превышающую критическое значение, то под действием центробежной силы клин 17 перемещается на некоторое расстояние вниз, опоры 9 и 10 при этом расходят781009
;Ся В стороны. Если перемещение опор превышает допустимую величину, то срабатывает конечный выключатель, смонтированный на основании 12 люнета 2 (на чертеже не показан), и пневмопривод 18 отключается. При этом шток с клином 17 уходят вниз и обе части 14 и 15 стяжки под действием пружины 20 расходятся вместе с опора ми 9 и 10 в разные стороны. Одновременно включается пневмоцилиндр соседнегр люнета, находящегося на меньшем расстоянии от зажатого конца трубы в резьбонарезном станке. Поскольку отклонение оси трубы от оси вращения щпинделя станка кривизна уменьшается с приближением к станку, включенный второй люнет обеспечивает меньшее биение трубы по сравнению с первым. Последовательным включением люнетов 2 подбирается такой люнет, который обеспечивает биение трубы 23, не превышающее критического значения и, следовательно, обеспечивает наиболее благоприятные по производительности и качеству обработки условия. После обработки трубы рольганг б поднимается, а люнет 2 опускается, труба отводится из зоны обработки, после чего цикл повторяется.
Предлагаемая конструкция неподвижного люнета для обработки длинномерных труб позволяет исключить их вибрацию и, тем самым, повысить скорость и качество обработки, а следовЬтельно, увеличить производительность станка.
Формула изобретения
Неподвижный люнет к станку для обработки концов длинномерных труб, содержащий основание и роликовые опоры, связанные между собой подпружиненной составной стяжкой и установленные на основании с возможностью перемещения посредством клинового механизма, оснащенного приводом, размещенным в корпусе, отличающийся тем, что, с целью повышения производительности обработки, в корпусе привода выполнено отверстие, в котором по ходовой посадке установлена стяжка.
Источники информации, принятые во внимание при экспертизе 1. Ц нурков М.Б. и др. Технология парогенераторостроения. М.j Энергия 1972, с.252, рис1У-40.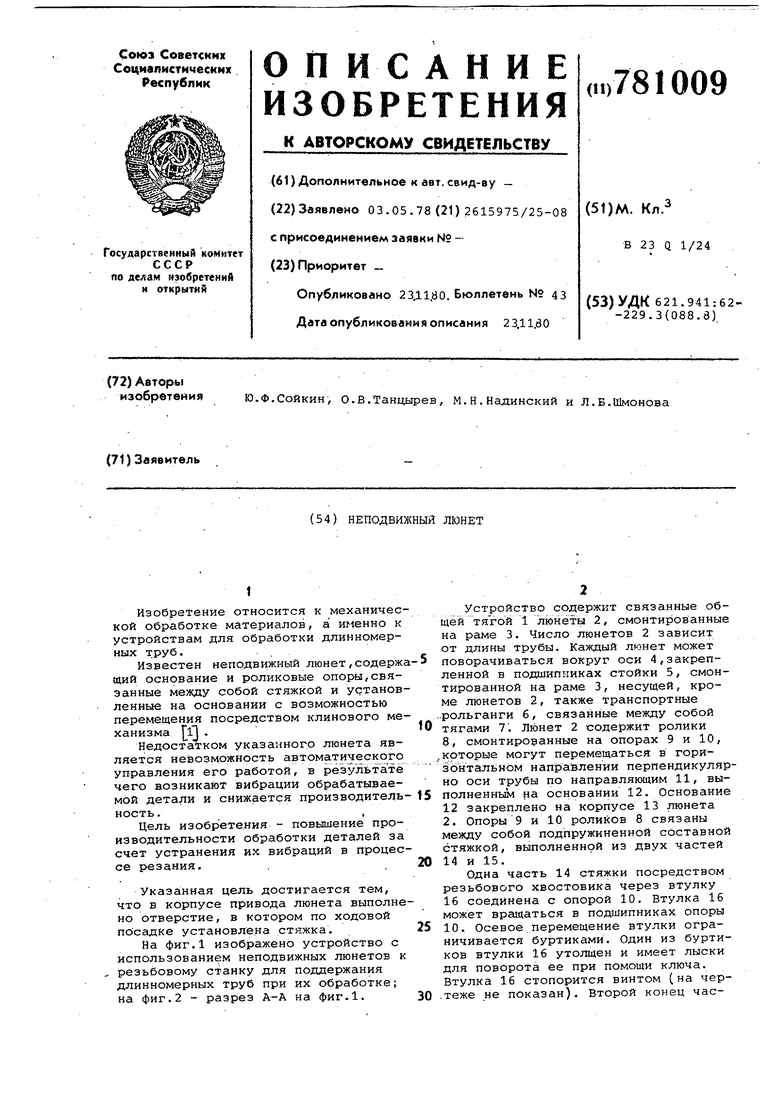
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Устройство для обработки труб | 1981 |
|
SU1011342A1 |
| Устройство для подачи труб на токарный трубонарезной станок | 2019 |
|
RU2727629C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Устройство для термической обрезки конца трубы | 1980 |
|
SU967707A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ И ПОДАЧИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2276001C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| Устройство для обработки труб | 1980 |
|
SU884888A1 |
| ВНУТРЕННИЙ САМОЦЕНТРИРУЮЩИЙ ЛЮНЕТ | 2013 |
|
RU2542045C1 |