Изобретение относится к дозированию сыпучих материалов, а именно к устройствам, обеспечивакяцим послойное нанесение материала на поверхность 5 изделия, и может быть применено, например, для насыпки слоя шихты при ; наплавке износостойкогоматериала на изделие.
Известно устройство для послойной Ю загрузки сыпучих материалов, содержащее питающий и распределительный конвейеры и разгрузочную тележку с приводом перемещения 1) .
Устройство имеет сложную схему 5 регулирования и дозирования. Кроме того, с помощью этого устройства трудно добиться равномерного по толщине слоя материала на изделии.
Наиболее близким техническим реше- 20 нием к предлагаемому является устройство для нанесения сыпучего материала на поверхность изделия, содержащее бункер, ленточный конвейер, установленный на раме со стороны вы- 25 ходного отверстия бункера привод :возвратно-поступательного перемещения конвейера, выходное звено которого связано с рамой конвейера и фиксатор стопорения ленты конвейера относитель- ц
2
но бункера при обратном ходе выходного звена привода рЗ
Недостатком известного устройства Является неравномерность толщины слоя наносимого материала и сложность конт струкции. Кроме того, толщинаслоя, наносимого на изделие материала, зависит от скорости движенияконвейеров относительно бункера, что требует специальной схемы регулирования. Применение же этого устройства для нанесения слоя материала, например шихты, на нагретую до высоких температур (900-1000°С) поверхность изделия (например при наплавке) практически невозможно.
Цель изобретения - равномерное нанесение слоя материала заданной толщины и упЕЮЦёние конструкции.
Указанная цель достигается тем, что устройство снабжено фиксатором стопорения ленты относительно рамы конвейера при прямом ходе, который связан с выходным звеном привода, а конвейер снабжен насадкой с заслон кой, установленной со стороны разгрузочного конца конвейера. Причем рама имеет продольные направляющие, в которых с зазором относительно
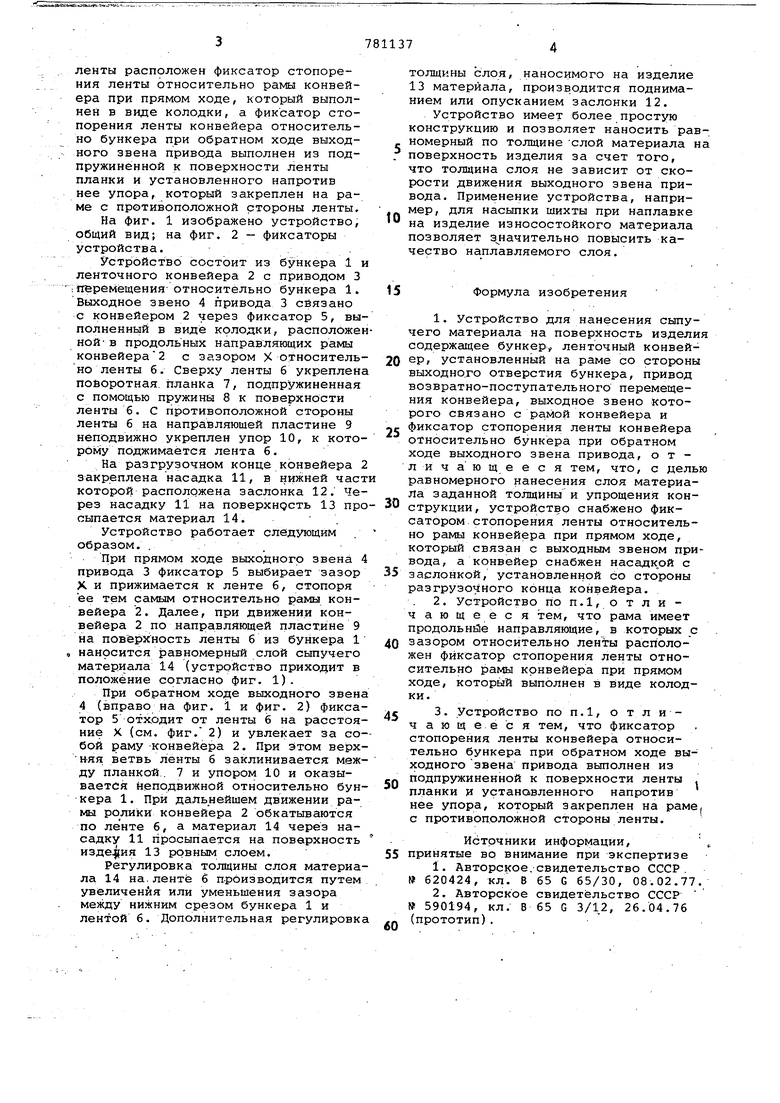
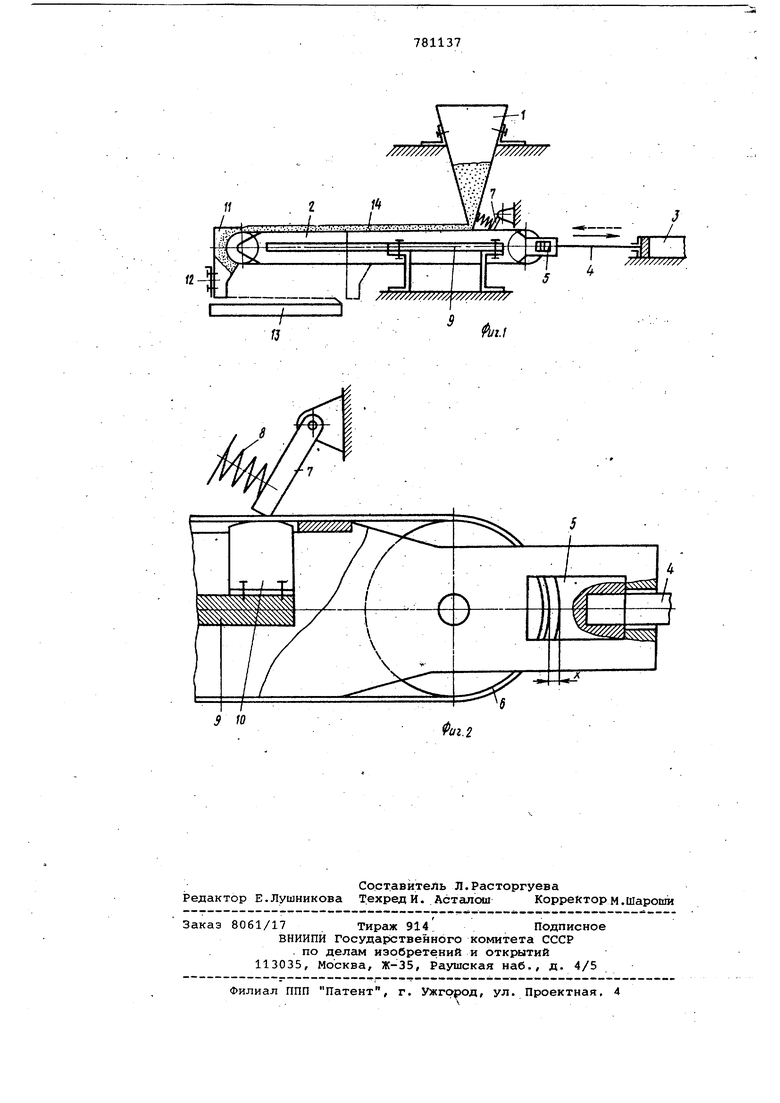
ленты расположен фиксатор стопорения ленты относительно рамы конвейера при прямом ходе, который выполнен в виде колодки, а фиксатор стопорения ленты конвейера относительно бункера при обратном ходе выходного звена привода выполнен из подпружиненной к поверхности ленты планки и установленного напротив нее упора, который закреплен на раме с противоположной стороны ленты. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - фиксаторы устройства.Устройство состоит из бункера 1 и ленточного конвейера 2 с приводом 3 ;перемещенияотносительно бункера 1. Выходное звено 4 привода 3 связано с конвейером 2 через фиксатор 5, выполненный в виде колодки, расположенной- в продольных направляющих рамы конвейера2 с зазором X относительно ленты 6. Сверху ленты б укреплена поворотная, планка 7, подпружиненная с помощью пружиньа 8 к поверхности ленты б. С противоположной стороны ленты б на направляющей пластине 9 неподвижно укреплен упор 10, к которому поджимается лента 6.
На разгрузочном конце конвейера 2 закреплена насадка 11, в нижней части которой расположена заслонка 12. Через насадку 11 на поверхнрсть 13 просыпается материал 14.
Устройство работает следующим образом. .
При прямом ходе выходного звена 4 привода 3 фиксатор 5 выбирает зазор X и прижимается к ленте 6, стопоря ее тем самым относительно рамы конвейера 2. Далее, при движении конвейера 2 по направляющей пластине 9 на пов ерхность ленты б из бункера 1 наносится равномерный слой сыпучего материала 14 (устройство приходит в положение согласно фиг. 1).
При обратном ходе выходного звена 4 (вправо на фиг. 1 и фиг. 2) фиксатор 5 отходит от ленты б на расстояние X (см. фиг. 2) и увлекает за со-бой раму конвейера 2. При этом верх-няя ветвь ленты б заклинивается между планкой. 7 и упором 10 и оказывается неподвижной относительно бункера 1. При дальнейшем движении рамы ролики конвейера 2 обкатываются по ленте б, а материал 14 через насадку 11 просыпается на поверхность изделия 13 ровным слоем.
Регулировка толщины слоя материала 14 на.ленте 6 производится путем увеличения или уменьщения зазора между нижним срезом бункера 1 и лентой б. Дополнительная регулировка
толщины слоя, наносимого на изделие 13 материала, производится подниманием или опусканием заслонки 12.
Устройство имеет более простую конструкцию и позволяет наносить равномерный по толщине слой материала на поверхность изделия за счет того, что толщина слоя не зависит от скорости движения выходного звена привода. Применение устройства, например, для насыпки шихты при наплавке на изделие износостойкого материала позволяет з 1ачительно повысить качество наплавляемого слоя.
Формула изобретения
1.Устройство для нанесения сыпучего материала на поверхность изделия содержащее бункер, ленточный конвей0 ®Р установленный на раме со стороны выходно.го отверстия бункера, привод возвратно-поступательного перемещения конвейера, выходное звено которого связано с рамой конвейера и
с фиксатор стопорения ленты конвейера относительно бункера при обратном ходе выходного звена привода, о т л и ч а ю щ е е с я тем, что, с делью равномерного нанесения слоя материала заданной толщины и упрощения конструкции, устройство снабжено фиксатором стопорения ленты относительно рамы конвейера при прямом ходе, который связан с выходным звеном привода, а конвейер снабжен насадкрй с
5 заслонкой, установленной со стороны разгрузочного конца конвейера.
2.Устройство по п.1,о т л и чающееся тем, что рама имеет продольнйе направляющие, в которых с
0 зазором относительно расположен фиксатор стопорения ленты относительно рамы конвейера при прямом ходе, который выполнен в виде колодки.
3.Устройство по П.1, о т л и чающееся тем, что фиксатор стопорения ленты конвейера относительно бункера при обратном ходе выходного звена привода выполнен из
л подпружиненной к поверхности ленты . планки и установленного напротив нее упора, который закреплен на раме, с противоположной стороны ленты.
Источники информации, 5 принятые во внимание при экспертизе
1.Авторское.свидетельство СССР.
620424, кл. В 65 G 65/30, 08.02.77.
2.Авторское свидетельство СССР 590194, кл. В 65 G 3/12, 26.04.76
(прототип).
И
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
| Устройство для разгрузки сыпучего материала с ленты конвейера | 1990 |
|
SU1747360A1 |
| Устройство для дозированной выдачи сыпучих материалов | 1988 |
|
SU1551630A1 |
| РАСПРЕДЕЛИТЕЛЬ СЫПУЧИХ ПРОТИВОГОЛОЛЕДНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2391461C1 |
| Устройство для перегрузки сыпучего материала | 1990 |
|
SU1782900A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| Мостовой перегружатель для усреднения сыпучих материалов | 1976 |
|
SU783161A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1982 |
|
SU1082716A1 |
| Способ загрузки бункеров сыпучим материалом и устройство для его осуществления | 1985 |
|
SU1268495A1 |
| Конвейерный поезд | 1982 |
|
SU1063730A1 |
9 10
т.2
