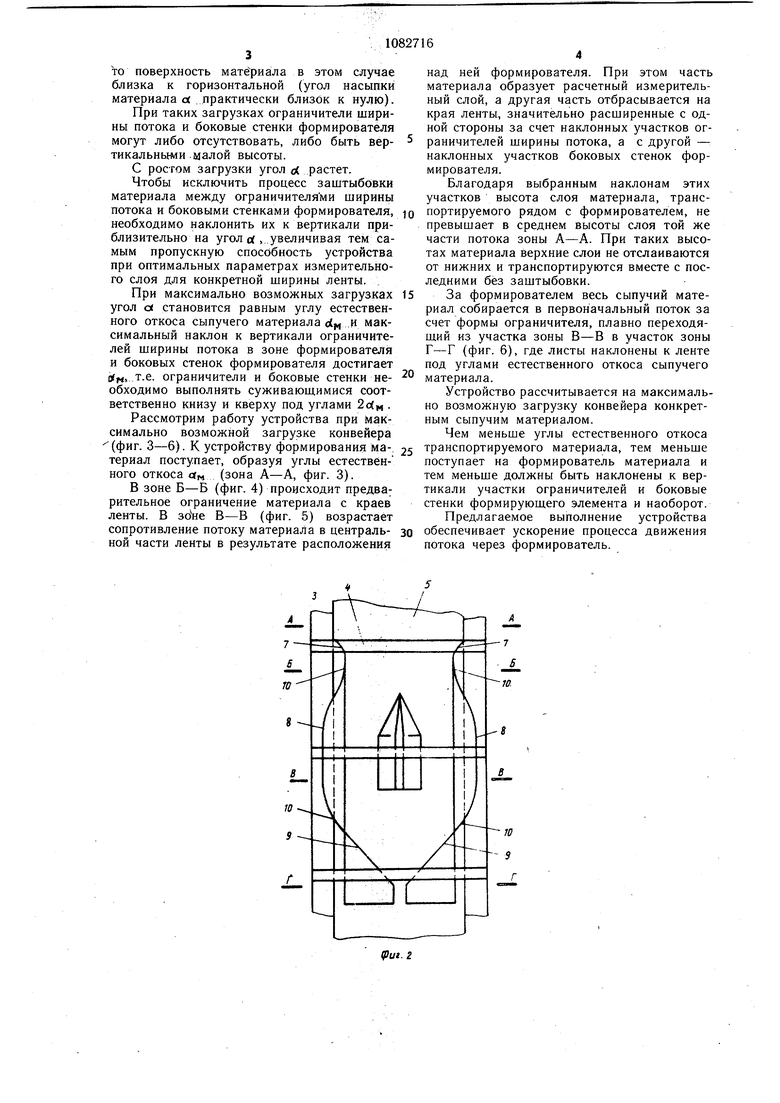
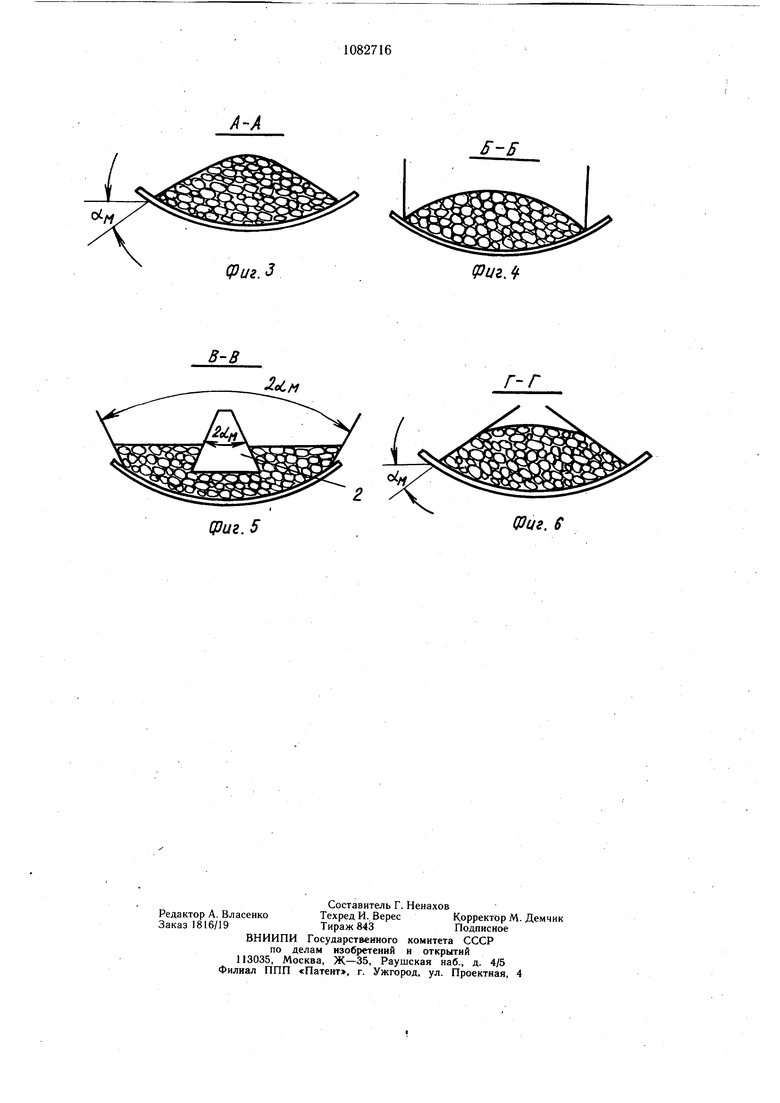
(Pf.f Изобретение относится к конвейерному транспорту, а именно к устройствам для формирования потока сыпучего материала на ленточных конвейерах. Указанные устройства позволяют контролировать параметры качества сыпучего материала. Известно устройство для формирования потока сыпучего материала на ленте конвейе ра, содержащее разравнивающий нож в виде пластины и следящую систему со щупами, контрольными элементами и реостатами для регулирования скорости привода конвейера 1. При формировании сыпучего материала часть его скапливается перед разравнивающим ножом. Чтобы исключить сбрасывание материала с ленты, система слежения за уровнем отрабатывает сигнал на уменьщение скорости конвейера. При снижении уровня материала скорость конвейера увеличивается. Недостатком устройства, включающего систему слежения, является его сложность. Наиболее близким к предлагаемому является устройство для формирования потока сыпучего материала на ленте конвейера, включающее ограничители щирины потока с начальным, средним и концевыми участками, между которыми установлен V-образный формирователь, в котором достигается упрощение конструкции. Устройство устанавливается на выходе питающего бункера. Формирователь с расположенным внутри датчиком погружается на расчетную глубину в слой материала, образуя между днищем и лентой измерительный слой с необходимыми параметрами. Чтобы исключить защтыбовку материала между вертикальными ограничителями ширины потока и вертикальными боковыми стенками формирующего элемента, часть материала удерживается в зоне бункера разравнивающим ножом 2. Количество материала, поступающего из бункера на конвейер, зависит от необходимых параметров измерительного слоя и сечения погруженной части ножа. При расположении устройства вдали от бункера и загрузках, близких к номинальным, возрастает высота слоя материала рядом с формирующим элементом. Верхние слои материала не успевают транспортироваться лентой и удерживаются в результате трения. Происходит защтыбовка материала в зоне устройства, приводящая к перегрузке привода конвейера и его отключению. Таким образом, недостатком устройства является снижение процесса движения потока через формирователь. Цель изобретения - ускорение процесса движения потока через формирователь. Указанная цель достигается тем, что в устройстве для фсфмирования потока сыпучего материала на ленте конвейера, включающем ограничители ширины потока с начальными, средними и концевыми участками, между которыми установлен V-образный формирователь, формирователь выполнен сужающимся кверху, а средние - участки ограничителей расположены к вертикали под углами, равными углу естественного откоса потока материала, расположенного на ленте, причем между участками ограничителей имеются плавные переходы. На фиг. 1 изображено устройство для формирования потока сыпучего материала на ленте конвейера, вид с торца навстречу движению материала; на фиг. 2 - то же, вид сверху (материал условно не показан); на фиг. 3-6 - последовательное прохождение материала до и в зоне формирования при максимально возможной производительности конвейера (разрезы А-А, Б-Б, В-В и Г-F на фиг. 2 соответственно). Устройство для формирования потока сыпучего материала на ленте конвейера содержит ограничители 1 щирины потока и форуирующий элемент 2, которые жестко закреплены на раме конвейера 3 с помощью кронштейнов 4. Ограничители 1 щирины потока расположены с двух сторон относительно оси ленты 5, перемещающейся на роликах 6, и. выполнены с начальными 7, средними 8 и концевыми 9 участками, между которыми имеются плавные переходы 10. Начальные участки 7 ограничителей ширины потока перед формирователями 2 образованы вертикальными листами с некотог рым расширением на входе устройства. Средние участки 8 в зоне формирователя выполнены сужающимися под углами ее- тественного откоса сыпучего материала. Эти углы в сумме составляют 2си, Концевые участки 9 за формирователем выполнены с наклоном к ленте 5- под углами естественного откоса л.. .Участки ограничителей щирины потока соединены между со-, бой листами, образующими плавные переходы. Формирователь 2 выполнен V-образным в виде ножа, направленного острием навстречу потоку сыпучего материала 11. Поверхности формирователя плавно переходят в боковые стенки, расположенные вдоль потока материала и сужающиеся кверху под углами,равными углу естественного ojKOca сыпучего материала. Формирователь располагается между ограничителями 1 щирины потока вдоль оси конвейера 3 на высоте от ленты 5, равной толщине измерительного слоя. Устройство с ростом загрузки работает следующим образом. При малых нагрузках на конвейер измерительный слой образуется путем сглаживания сыпучего материала 11 нижней кромкой формирователя 2. При этом незначительная часть потока отбрасывается формирователем к краям конвейерной ленты 5. Так как лента конвейера имеет форму желоба. то поверхность материала в этом случае близка к горизонтальной (угол насыпки материала сх .практически близок к нулю). При таких загрузках ограничители ширины потока и боковые стенки формирователя могут либо отсутствовать, либо быть Вертикальньнйи-малой высоты. С ростом загрузки угол оС растет. Чтобы исключить процесс заштыбовки материала между ограничителями ширины потока и боковыми стенками формирователя, необходимо наклонить их к вертикали приблизительно на угол о( .увеличивая тем самым пропускную способность устройства при оптимальных параметрах измерительного слоя для конкретной ширины ленты. При максимально возможных загрузках угол о« становится равным углу естественного откоса сыпучего материала оС,, .и максимальный наклон к вертикали ограничителей ширины потока в зоне формирователя и боковых стенок формирователя достигает off, т.е. ограничители и боковые стенки необходимо выполнять суживаюш.имися соответственно книзу и кверху под углами 2о(„ . Рассмотрим работу устройства при максимально возможной загрузке конвейера (фиг. 3-6). К устройству формирования ма-. териал поступает, образуя углы естественного откоса огм (зона А-А, фиг. 3). В зоне Б-Б (фиг. 4) происходит предварительное ограничение материала с краев ленты. В В-В (фиг. 5) возрастает сопротивление потоку материала в центральной части ленты в результате расположения над ней формирователя. При этом часть материала образует расчетный измерительный слой, а другая часть отбрасывается на края ленты, значительно расширенные с одной стороны за счет наклонных участков ограничителей ширины потока, а с другой - наклонных участков боковых стенок формирователя. Благодаря выбранным наклонам этих участков высота слоя материала, транспортируемого рядом с формирователем, не превышает в среднем высоты слоя той же части потока зоны А-А. При таких высотах материала верхние слои не отслаиваются от нижних и транспортируются вместе с последними без заштыбовки. За формирователем весь сыпучий материал собирается в первоначальный поток за счет формы ограничителя, плавно переходяший из участка зоны В-В в участок зоны Г-Г (фиг. 6), где листы наклонены к ленте под углами естественного откоса сыпучего материала. Устройство рассчитывается на максимально возможную загрузку конвейера конкретным сыпучим материалом. Чем меньше углы естественного откоса транспортируемого материала, тем меньше поступает на формирователь материала и тем меньше должны быть наклонены к вертикали участки ограничителей и боковые стенки формируюшего элемента и наоборот. Предлагаемое выполнение устройства обеспечивает ускорение процесса движения потока через формирователь.
5Б
(Ригл
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1986 |
|
SU1435512A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1979 |
|
SU856939A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1980 |
|
SU882889A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1985 |
|
SU1266815A2 |
| Устройство для формирования потока сыпучего материала на ленте конвейера и контроля его качества | 1983 |
|
SU1111958A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1975 |
|
SU569497A1 |
| Устройство для контроля качества транспортируемого ленточным конвейером сыпучего материала | 1983 |
|
SU1105418A1 |
| РАЗРАВНИВАЮЩЕЕ УСТРОЙСТВО С ПРЕДВАРИТЕЛЬНЫМ ОТЖИМОМ ДЛЯ ЗАГРУЗКИ В СУШИЛКУ ВЛАЖНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2538216C1 |
| Устройство для анализа качества сыпучих материалов на ленте конвейера | 1981 |
|
SU984491A1 |
| Разравнивающее устройство | 2015 |
|
RU2612685C1 |
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ПОТОКА СЫПУЧЕГО МАТЕРИАЛА НА ЛЕНТЕ КОНВЕЙЕРА, включающее ограничители ширины потока с начальными, средними и концевыми участками, между которыми установлен V-образный формирователь, отличающееся тем, что, с целью, ускорения процесса движения потока через формирователь, формирователь выполнен сужающимся кверху, а средние участки ограничителей расположены к вертикали под углами, равными углу естественного откоса потока материала, расположенного на ленте, причем между участками ограничителей имеются плавные переходы.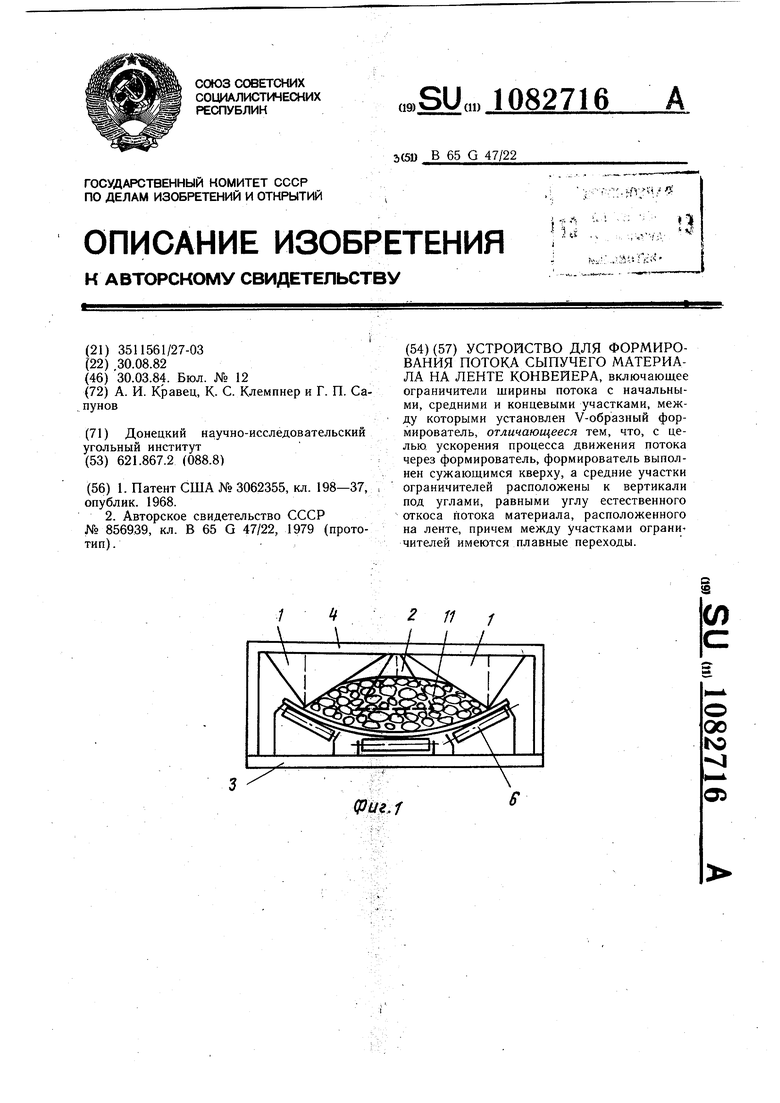
фиг. 5 Фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3062355, кл | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формирования потока сыпучего материала на ленте конвейера | 1979 |
|
SU856939A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
