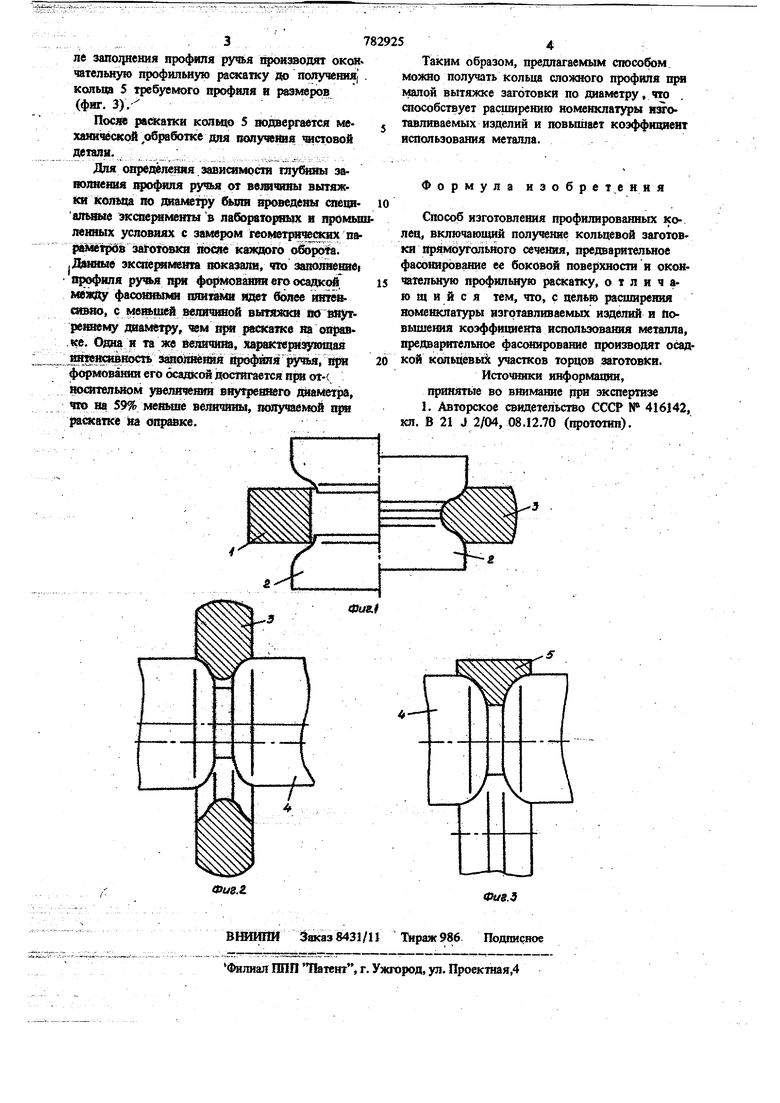
Изобретение отиооггся к оВрлеагкб давлением, а именно к способам вэхшодяевш кольцевых поковок, и может быхк яш(Ш|Зсша но при получении колец сложного профяяя Ш Monotax ют прессах.. Ижестен оюсоб изготовления профияированяых колец, включающий получена leoiibQeвой заготовки прякюугольного сечешш, {япельтм фасоиирование ее боковой по рхноет и (мсотательяую врофильяую кгасапсу И Недостатками указанного способа явяяа914:й (Я1 а1шчен8ые технологические возможности прв цесса, заключающиеся в том, чю веаозможно использовать .известнь cnocoGj ui получше колец фланцевого профиля с малым в nppe} ним диаметром, так как при .формсжанш itpo фнля осуществляется интенсивн ая вьтгя са готовки по диаметру, и, кроме того, невозмож ность получения колец со сложным профшгем приводит к повьшинной трудоемкости мехаш «ской обработки и низкому коэффициенту ис пользования металла. Цель изобре1е шя - расширение номенклатуры изготавливаемых лзделий и jroё&шшвие {С{ фициента нспояьзовашш металла. Поспга8ле1Шая нрль достигается тем, что преддарягельяое фасойщювание npoHSBoMHt осадкой кольцевых участков торцов заготовки. На фиг. 1 1фивёдена схема оформления врофшя осадкой кольцевой заготовки между фасонными гагатами (бойками); на фиг. 2 Дефо рм1фование осаженной заготовки в щч филшой оправке, начштьный момент; на фиг. 3 ;Ю же, окдичательнь)1й момент. Кольцевая заготовка 1 прямоугольного сечешя устанавливается между фасонными плитами 2, причем в начальный момент шшты центрируются в зш-отовке центральными выступами по ее внутреннему диаметру. В процессе 1фоисходат формирование профиля с одновременньш увеличением наружного и внутреннего диаметров заготовки (фиг. 1). Затем осаженную заготовку 3 надевают на оправку 4, при зтом заготовка центрируется по боковым граням в ручье оправки (фиг. 2), и раскатьшают под прессом или молотом. Пос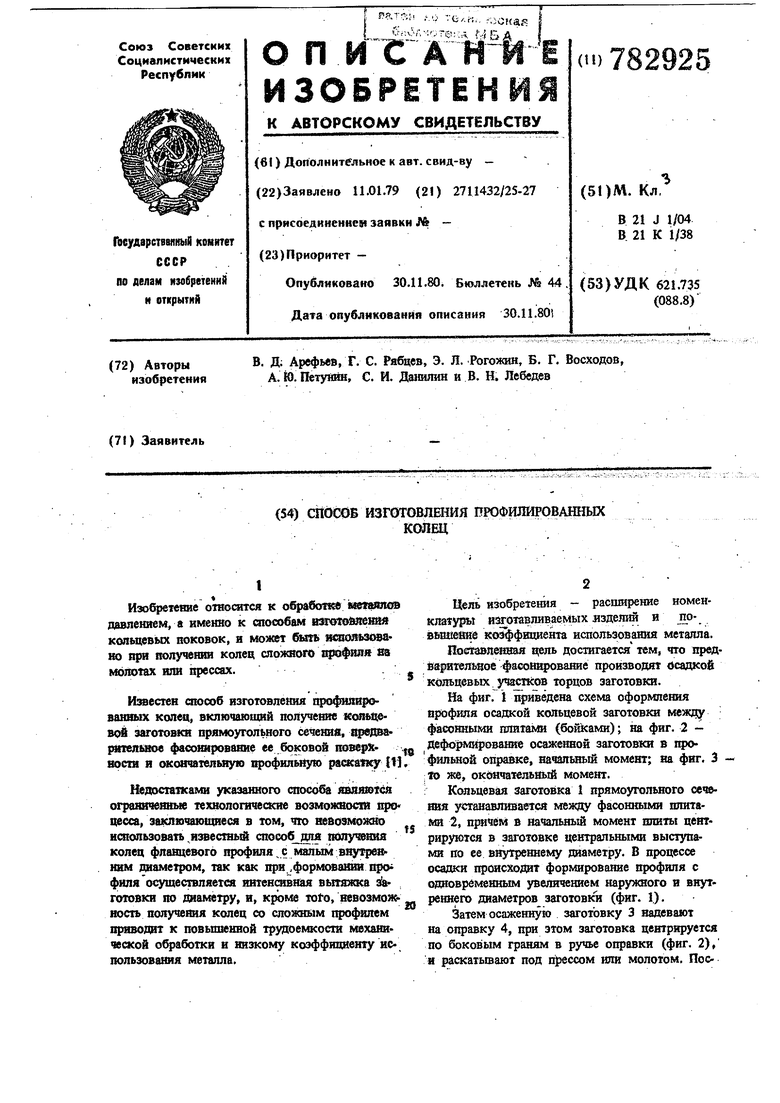
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых поковок | 1977 |
|
SU733829A1 |
| Способ изготовления колец | 1990 |
|
SU1766564A1 |
| Способ изготовления бесшовных крупногабаритных труб | 1980 |
|
SU902965A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU897373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Способ изготовления крупногабаритныхбЕСшОВНыХ ТРуб | 1979 |
|
SU804046A1 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU902960A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления крупногабаритных бесшовных труб | 1980 |
|
SU946769A1 |
