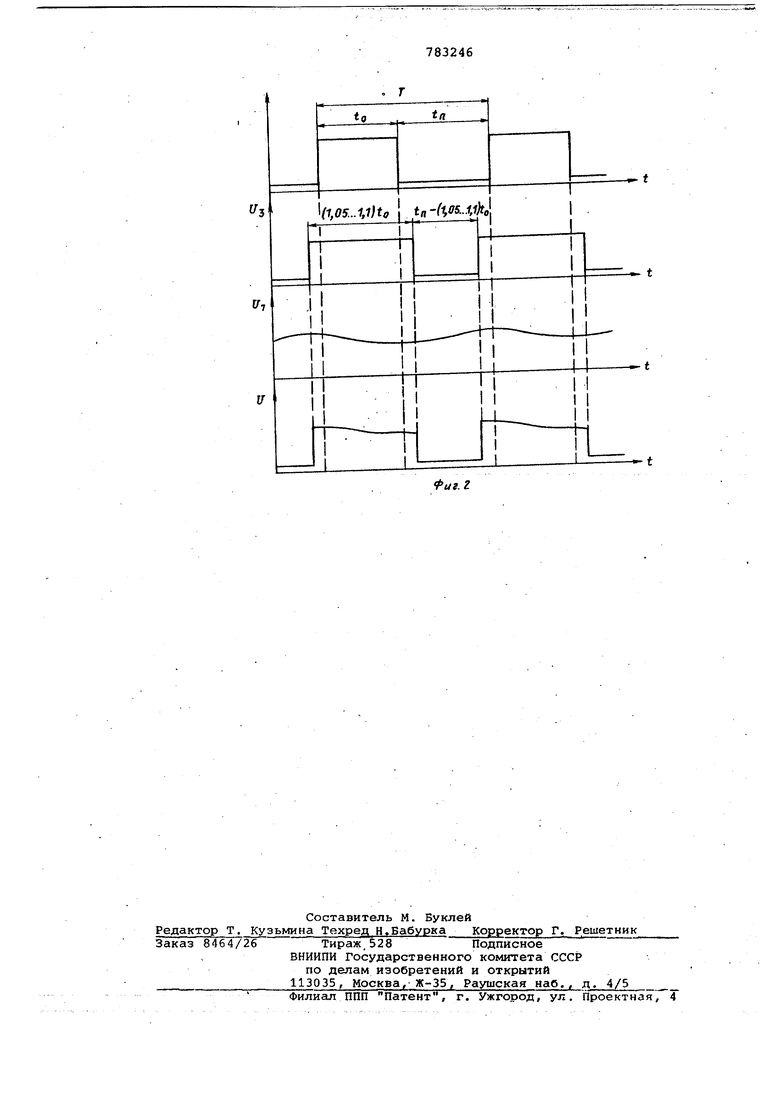
Т - цикл работы автомата t® время отбора стекломассы, t|,- время перемещения вакуумных
присосов автомата. Стекловаренная печь с пламенным содержит несколько вырабо.точных частей с дополнительным прерывистым индивидуальным электроподогреврм с помощью установленных в выра«5отрчных частях стержневых электродов 4-6, на которые подаются питающие напряжения с выходов регуляторов переменного напряжения,
Работа регулятора 1 каждой вырабрточнрй части происходит следующим образом.
Напряжение, поступающее на вход егр системы 2 управления, складывается из двух сигналов - сигнала с выхода датчика 7 температуры и сигнала с выхода датчика 3 перемещения вакуумных присосов. Сигнал с выхода датчика перемещения запрещает прохождение сигнала с выхода датчика температурыи регулятор при этом отключен г а электроды дополнительного электроподогрева обесточены. ДлительHpqTb этого сигнала на 5-10% превышает время отбора стекломассы. В течение паузы между временами отбора стекломассы сигнал с выхода датчика перемещения отсутствует и сигнал с выхрда датчика 7 температуры поступает на вход Системы 2 управления регулятором, которая формирует заданный закон регулирования температурного режима стекломассы в выработочной части печи. Время действия сигнала с выхода датчика температуры определяе ся по формуле
t th - (0,05...0,l)to.
Предлагаемый способ электроподогрева дает целый ряд преимуществ, а именно: устраняет короткие замыкания между стекломассой и вакуумными при.сосами колбовьвдувного автомата путем введения бестоковых пауз в реясим питания электродов дополнительного элетроподогрева; повышается точность поддержания температурного режима в выработочных частях печи, увеличивается надежность работы печи, возможность плавного индивидуального регулирования температурного режима в выработочных частях печи, что позволяет вести одновременную выработку стеклоизделий различного ассортимента с одной печи.
Формула изобретения
Способ электроподогрева выработочного канала стекловаренной печи с автоматизированной выработкой стеклоизделий, включающий регулируемую по температуре стекломассы подачу напряжения питания на электроды, отличающийся тем, что, с целью повышения надежности работы печи, увеличения срока службы оборудования и выхода годной продукции, напряжение питания подают между выработками стекломассы с интервалом 1,05-1,1 времени выработки .
Источники информации,
принятые во внимание при экспертизе 1. Патент США № 3145246, кл.13-6,196.4.
2. Патент США № 3400204, кл. 13-6, 1968.
п
I
(1,05...1.l)to I tn
(7:
и.
и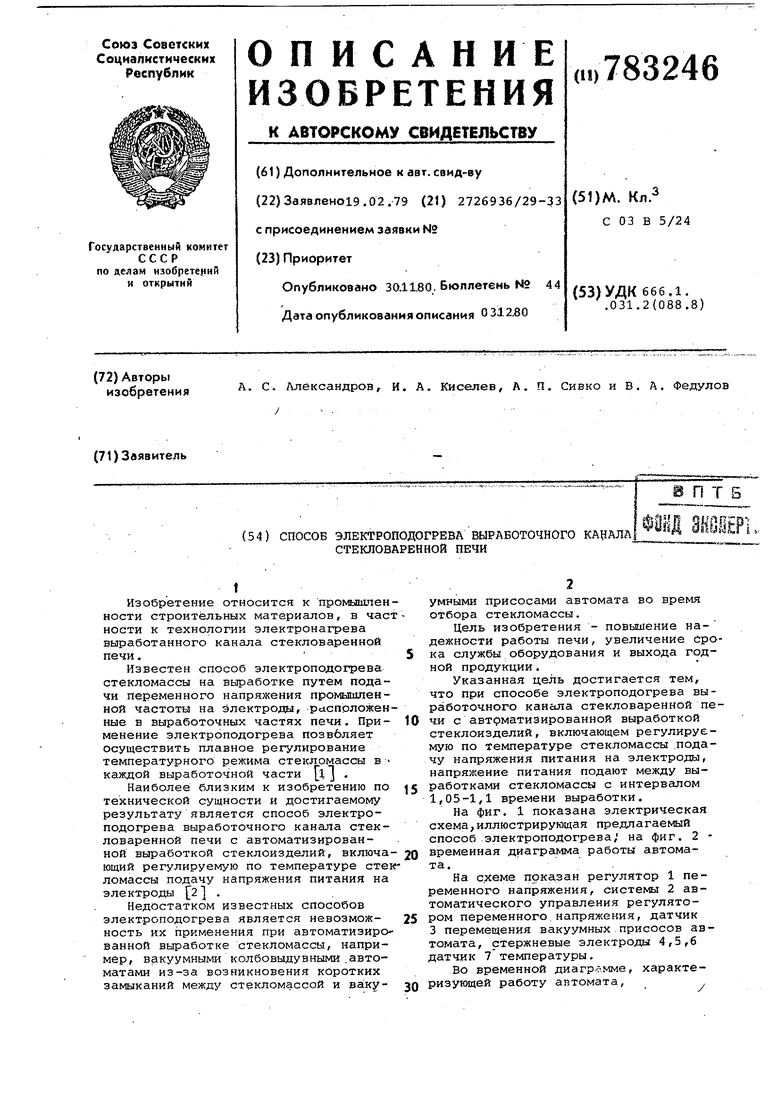
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2015 |
|
RU2603115C1 |
| Ванная стекловаренная печь | 1978 |
|
SU791659A1 |
| Стекловаренная печь | 1980 |
|
SU948899A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СТЕКЛОМАССЫ | 1991 |
|
RU2031088C1 |
| Стекловаренная печь | 1985 |
|
SU1293125A1 |
| Питатель стекловареной печи | 1980 |
|
SU874677A1 |
| Стекловаренная печь | 1984 |
|
SU1178698A1 |
| Электрическая стекловаренная печь | 1981 |
|
SU977411A1 |
| Система управления тепловым режимом стекловаренной печи | 1978 |
|
SU753793A1 |
| Ванная стекловаренная печь | 1981 |
|
SU996339A1 |