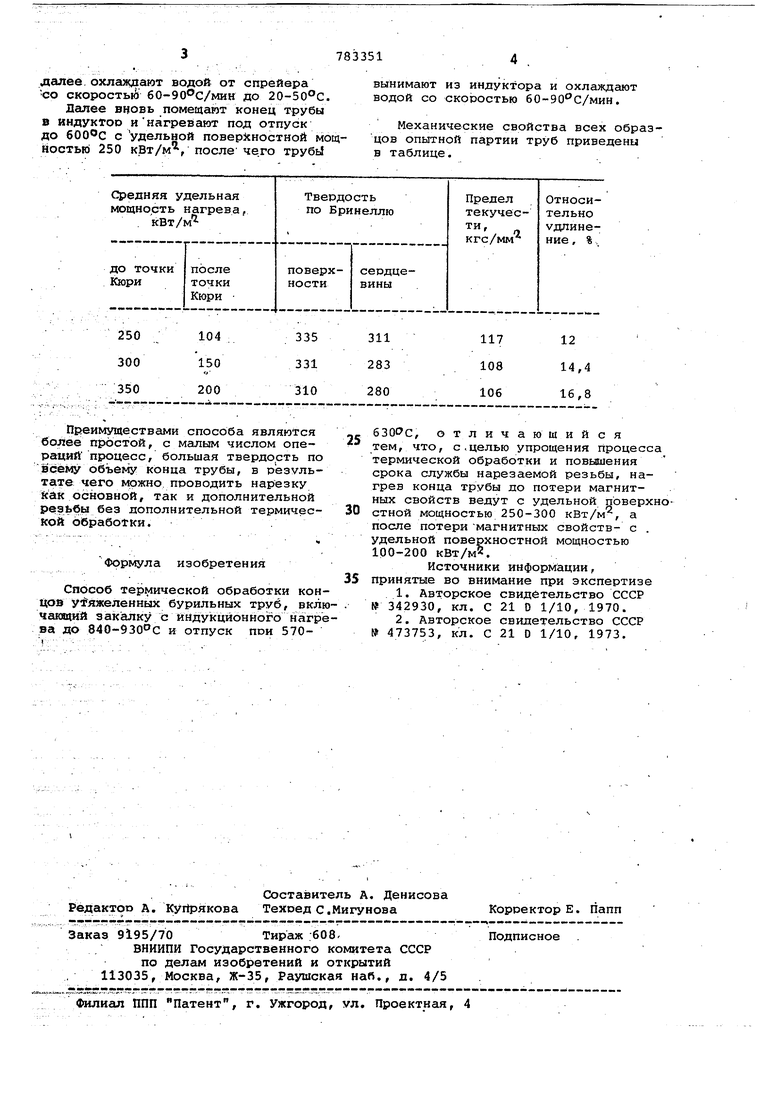
лалее.охлаждают водой от спрейера со скоростыб бО-ЭО С/мин до 20-50°С. Далее вновь помещают конец трубы в индуктоо инагревают под отпуск до с удельной поверзсностной мощностью 250 кВт/м, после че.го трубь
вынимают из индуктора и охлаждают водой со ско1эостью бО-ЭО С/мин.
Механические свойства всех образцов опытной партии труб приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки утяжелен-НыХ буРильНыХ ТРуб | 1979 |
|
SU850688A1 |
| Способ термической обработки быстрорежущих сталей | 1976 |
|
SU643541A1 |
| Способ упрочнения деталей | 1976 |
|
SU610873A1 |
| Способ получения азотной кислоты | 1979 |
|
SU833484A1 |
| Способ изготовления труб из низкоуглеродистой стали | 1981 |
|
SU990836A1 |
| Способ термической обработки холодно-КАТАНОй изОТРОпНОй элЕКТРОТЕХНичЕСКОйСТАли | 1979 |
|
SU846583A1 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| Способ термической обработки мартенситностареющих сталей | 1980 |
|
SU933746A1 |
| Способ механико-термической обработки полых изделий и устройство для его осуществления | 1978 |
|
SU855016A1 |
| Способ термической обработки деталей из высокопрочных мартенситно-стареющих сталей | 1979 |
|
SU876745A1 |
Преимуществами способа являются более простой, с малым числом операций процесс, большая твердость по всему объему конца трубы, в результате чего можно ПРОВОДИТЬ нарезку как основной, так и дополнительной резьбы без лополнительной термической 66рабо1ки.
Формула изобретения
Способ термической обработки концов у яжеленных буриль ных труб, в ключающий закалку с индукционного нагрева до 840-930°С и отпуск пои 570бЗО С, отличающийся тем, что, с,целью упрощения процесс термической обработки и повышения срока службы нарезаемой резьбы, нагрев конца трубы до потери магнитных свойств ведут с удельной поверхстной мощностью 250-300 кВт/м , а после потери магнитных свойств- с . удельной поверхностной мощностью 100-200 кВт/м2.
Источники информации, принятые во внимание при экспертизе
