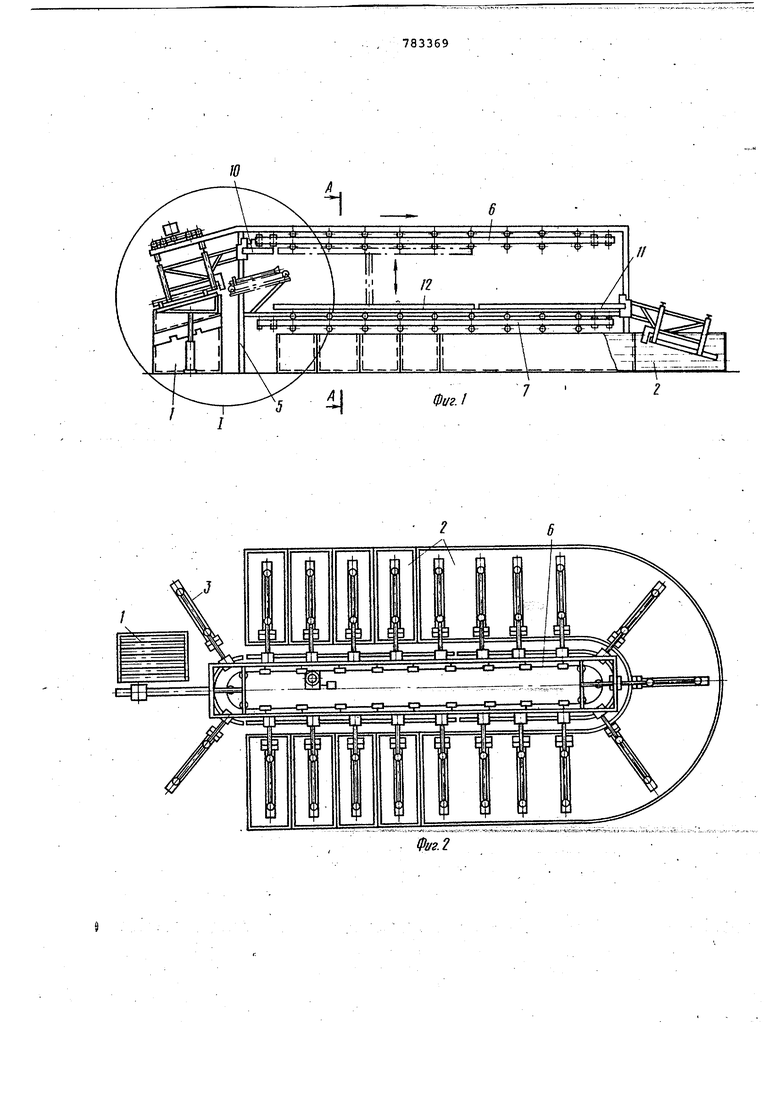
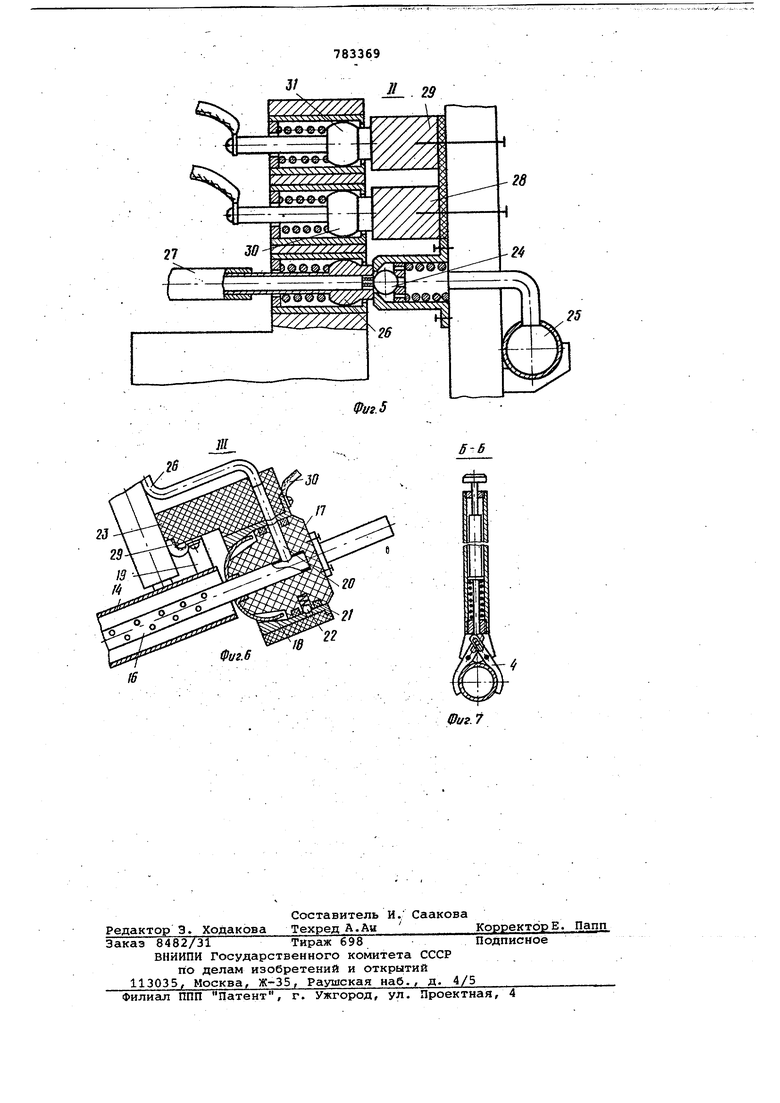
равдтываемой т|руВы 14, включающий в себя транспортер 15, полый п рфорированный катод 16 с эаходным конусом 17, католны - 18 и анодным 19 контактами, )воздушн1ым 20, упт 41ОТ Н€нием 21 и шариковым замком 22. Йолый перфорированный катод 16 стыку ется с контактным блоком 23, эа крепленным на каретке 3. В нижней части металлоконструкции 5 расположены соответственно шагу карето воздушные клапаны 24 и воздушный коллектор 25, служащие для подачи сжатого воздуха внутрь катода через приемный воздушный клапан 26, воздухопровод 27 и воздушный канал 20. Здесь же закреплены анодная 28 и катодная 29 шины, а яа каретках 3 соответсвенно расположены анодная щетка 30 и катодная щетка 31, снимающие напряжения с шин и подающая егр на контакты 18 и 19.
Устройство работает следующим образом.
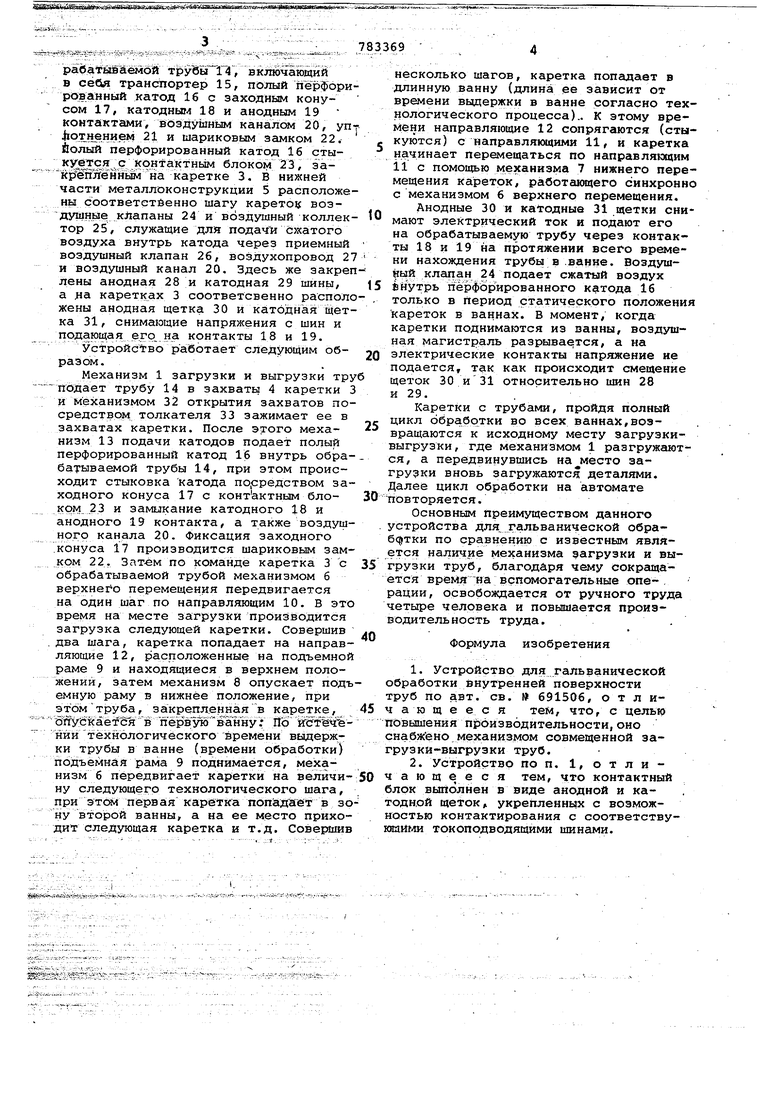
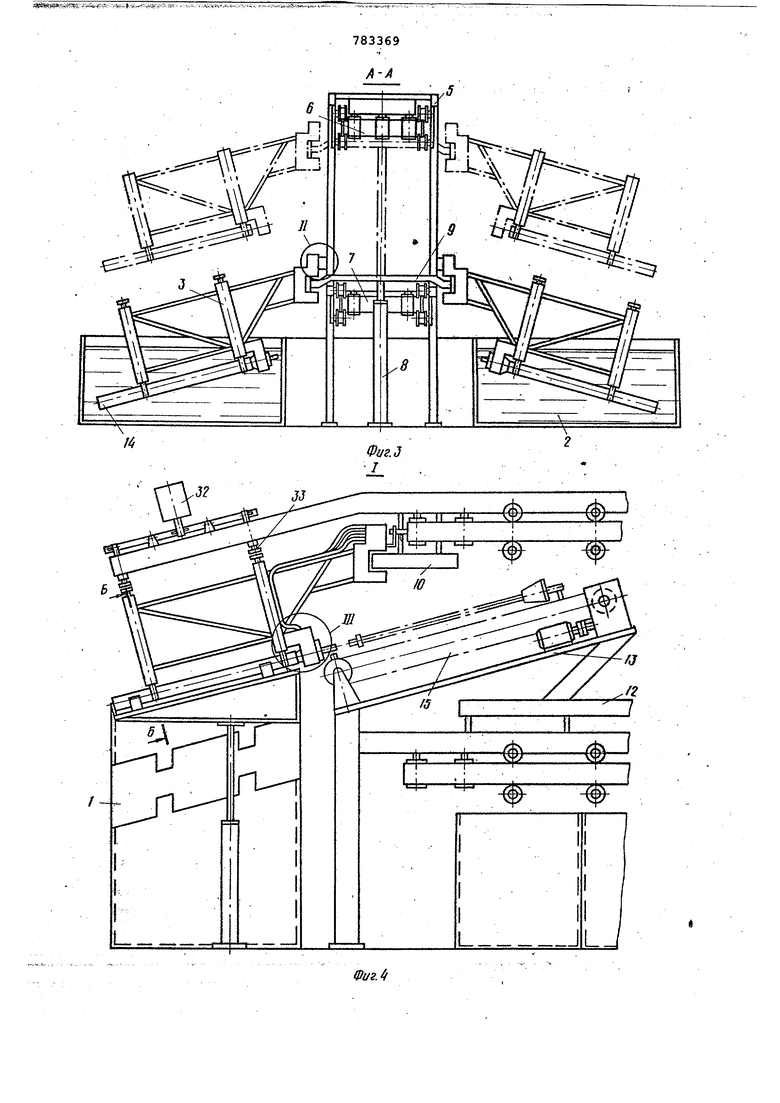
Механизм 1 загрузки и выгрузки тру ПОйает трубу 14 в захваты 4 каретки 3 и механизмом 32 открытия захватов посредством толкателя 33 зажимает ее в захватах каретки. После этого механизм 13 подачи катодов подает полый перфорированный катод 16 внутрь обрабатываемой трубы 14, при этом происходит стыковка катода порредством заход ного конуса 17 с контактным блоком.23 и замыкание катодного 18 и анодного 19 контакта, а также воздушного канала 20. Фиксация заходного .конуса 17 производится шариковым замком 22. Затем по команде каретка 3 с обрабатываемой трубой механизмом 6 верхнего перемещения передвигается на один шаг по направляющим 10. в это время на месте загрузки производится загрузка следующей каретки. Совершив два шага, каретка попадает на направляющие 12, расположенные на подъемной раме 9 и находящиеся в верхнем положений, затем механизм 8 опускает подъемную раму в нижнее положение, при этомтруба, закрепл.енная в каретке,
вЩ каетсЙ в перв1уюван11у: Йо Йё Щёнйй тёхнологичёского времени выдержки трубы в ванне (времени обработки) подъемная рама 9 поднимается, механизм 6 передвигает каретки на велйчину следующего технологического шага, при этсм перва Я каретка поп адЖ1ет в зону второй ванны, а на ее место приходит следующая каретка и т.д. Совершив
783369
несколько шагов, каретка попадает в длинную ванну (длина ее зависит от времени вьвдержки в ванне согласно технологического процесса).. К этому времени направляющие 12 сопрягаются (стыкуются) с направляющими 11, и каретка начинает перемещаться по направляющим il с помощью механизма 7 нижнего перемещения кареток, работающего синхронн с механизмом 6 верхнего перемещения.
Анодные 30 и катодные 31 щетки снимают электрический ток и подают его на обрабатываемую трубу через контакты 18 и 19 на протяжении всего времени нахождения трубы в .ванне. Воздуш ый клапан 24 подает сжатый воздух внутрь пёрфорированного катода 16 только в Период статического положени кареток в ваннах. Б момент, когда каретки поднимаются из ванны, воздушная магистраль разрывается, а на электрические контакты напряжение не подается, так как происходит смещение щеток 30 и 31 относительно шин 28 и 29..
Каретки с трубами, пройдя полный цикл обработки во всех ваннах,возвращаются к исходному месту загрузкивыгрузки, где механизмом 1 разгружаются, а передвинувшись на место загрузки вновь загружаются деталями. Ца.лее цикл обработки на автомате повторяется.
Основным Преимуществом данного устройства для..гальванической обрабс тки по сравнению с известным является наличие механизма эагрузки и выгруэки труб, благодаря чему сокращается время а вспомогательные one-, рации, освобождается от ручного труда четыре человека и повышается производительность труда..
Формула изобретения
1.Устройство для гальванической обработки внутренней поверхности труб по авт. св. № 691506, отличающееся тем, что, с целью повышения П р6изв6дительности, оно снабжено.механизмом совмещенной загрузки-выгрузки труб,
2.Устройство по п. 1, о т л и чающееся тем, что контактный блок выполнен в виде анодной и катодной щеток ,t укрепленных с возможностью контактирования с соответствуюшшли токоподводящими шинами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нанесения гальванических покрытий | 1978 |
|
SU791792A1 |
| Устройство для гальванической обработки внутренней поверхности труб | 1977 |
|
SU691506A1 |
| Автоматическая линия для нанесения гальванопокрытий | 1991 |
|
SU1781330A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1980 |
|
SU846609A1 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
| Линия гальванической обработки внутренней поверхности труб | 1987 |
|
SU1447935A1 |
| Линия для электролитической обработки металлических поверхностей | 1981 |
|
SU1129271A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ СЕРЕБРА | 1997 |
|
RU2113548C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОКАТНЫХ ВАЛКОВ | 1996 |
|
RU2106213C1 |
IL 29
2J
22
IB
ff-б
