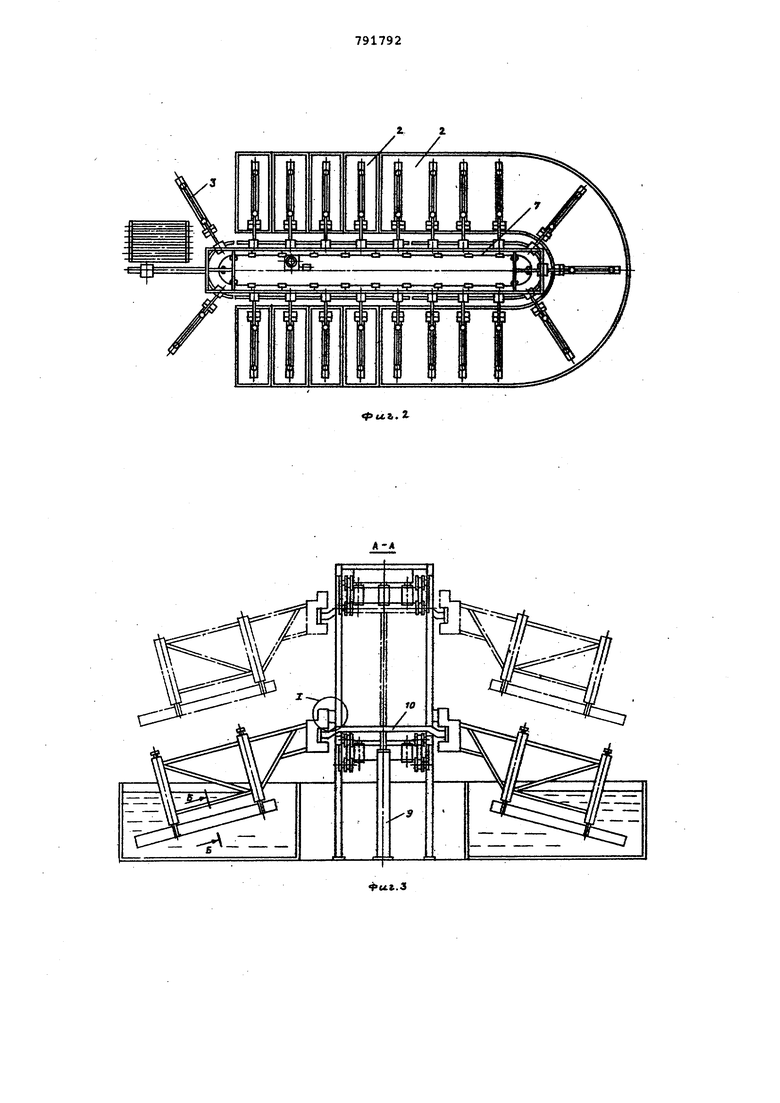
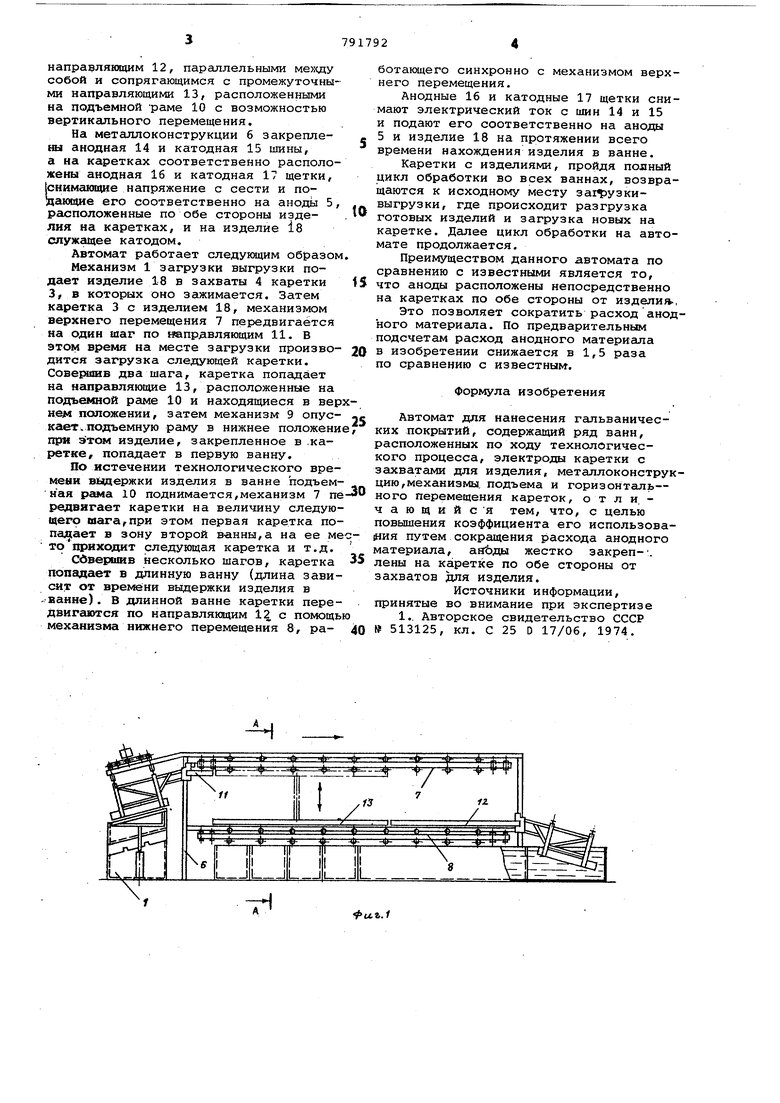
напраэлянхцим 12, параллельными меходу собой и сопрягающимся с промежуточными направляющими 13, расположенными на подъемной раме 10 с возможностью вертикального перемещения. На металлоконструкции б закреплены анодная 14 и катодная 15 шины, а на каретках соответственно расположены анодная 16 и катодная 17 щетки, снимающие напряжение с сести и подаюсдие его соответственно на аноды 5, расположенные по обе стороны изделия на каретках, и на изделие 18 служащее катодом. Автомат работает следующим образом Механизм 1 загрузки выгрузки подает изделие 18 в захваты 4 каретки 3, в которых оно зажимается. Затем каретка 3 с изделием 18, механизмом верхнего перемещения 7 передвигается на один шаг по апрдвляющим 11. В этом время на месте загрузки производится загрузка следующей каретки. Совершив два шага, каретка попадает на направляющие 13, расположенные на подъемной раме 10 и находящиеся в вер нем положении, затем механизм 9 опускает.подъемную раму в нижнее положени при этом изделие, закрепленное в .каретке, попадает в первую ванну. По истечении технологического времени выдержки изделия в ванне подъем ная ргима 10 поднимается,механизм 7 п редвягает каретки на величину следую щего шага,при этом первая каретка по najQiaeT в зону второй ванны, а на ее м топриходит следующая каретка и т.д. Сдвершив несколько шагов, каретка попадает в длинную ванну (длина зави сит от времени выдержки изделия в -ванне). В длинной ванне каретки пере двигаются по направляющим 12 с помощь механизма нижнего перемещения 8, работающего синхронно с механизмом верхнего перемещения. Анодные 16 и катодные 17 щетки снимают электрический ток с шин 14 и 15 и подают его соответственно на аноды 5 и изделие 18 на протяжении всего времени нахождения изделия в ванне. Каретки с изделиями, пройдя полный цикл обработки во всех ваннах, возвращаются к исходному месту загрузкивыгрузки, где происходит разгрузка готовых изделий и загрузка новых на каретке. Далее цикл обработки на автомате продолжается. Преимуществом данного автомата по сравнению с известными является то, что аноды расположены непосредственно на каретках по обе стороны от изделия-, Это позволяет сократить расход анодного материала. По предварительным подсчетам расход анодного материала в изобретении снижается в 1,5 раза по сравнению с известным. Формула изобретения Автомат для нанесения гальванических покрытий, содержащий ряд ванн, расположенных по ходу технологического процесса, электроды каретки с захватами для изделия, металлоконструкцию, механизмы, подъема и горизонталь- ного Перемещения кареток, от л и, чающийся тем, что, с целью повышения коэффициента его использова1НИЯ путем сокращения расхода анодного материала, ая&ды жестко закреп-, лены на каретке по обе стороны от захватов для изделия. Источники информации, принятые во внимание при экспертизе 1.. Авторское свидетельство СССР № 513125, кл. С 25 D 17/06, 1974,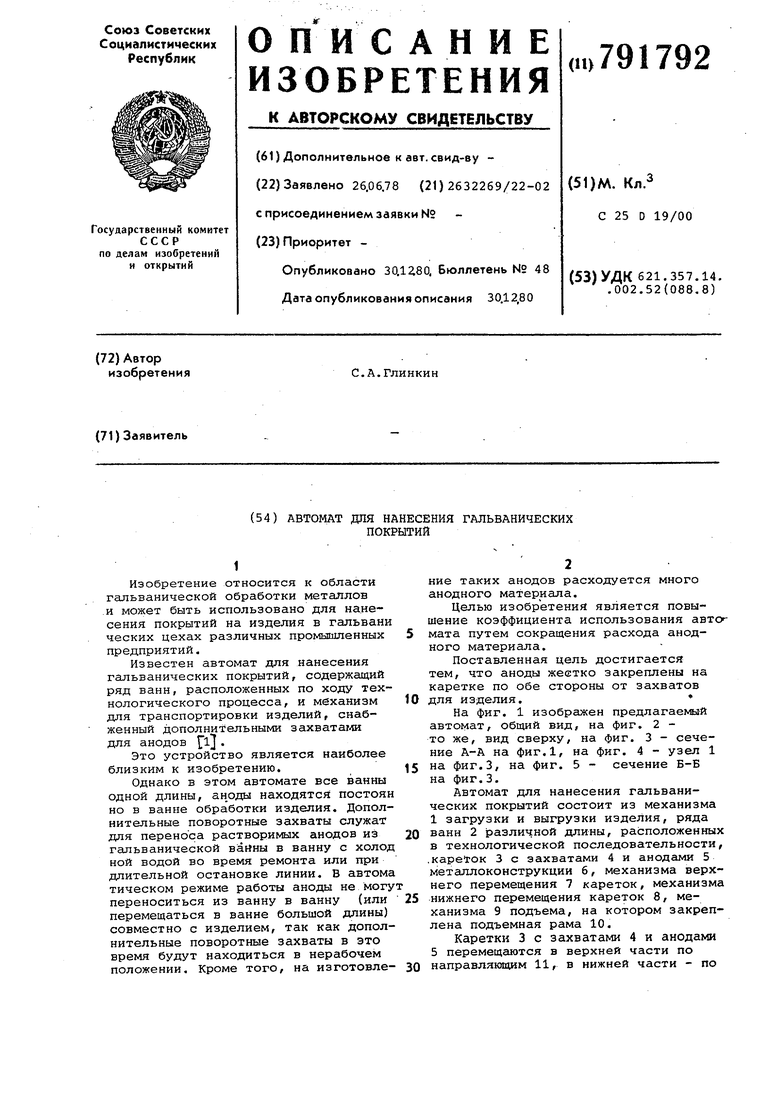
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванической обработки внутренней поверхности труб | 1977 |
|
SU783369A2 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Автоматическая линия для гальванической обработки изделий | 1983 |
|
SU1096310A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1980 |
|
SU846609A1 |
| Автомат для изготовления систем и деталей способом гальванопластики | 1977 |
|
SU742490A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО РАФИНИРОВАНИЯ СЕРЕБРА | 1997 |
|
RU2113548C1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| АНОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА С САМООБЖИГАЮЩИМСЯ АНОДОМ С ВЕРХНИМ ТОКОПОДВОДОМ | 1997 |
|
RU2155825C2 |
| Устройство для загрузки и разгрузки стеллажей склада штучными грузами | 1974 |
|
SU685569A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |