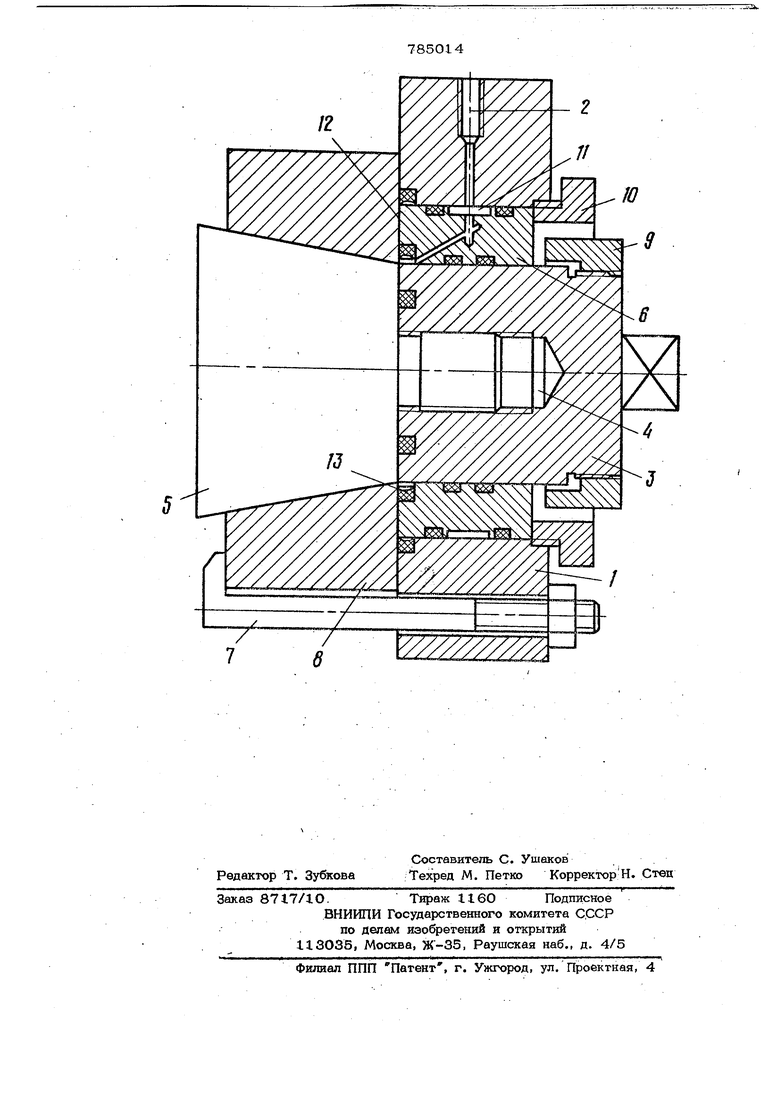
(54) УСТРОЙСТВО ДЛЯ СБОРКИ ЗАПРЕССОВКОЙ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА Изобретение относится к механо-сбоРОЧНЫМ работам, в частности, к сборке и разборке прессовых конусных соедине ний гидропрессовым методом. Из основного изобретения по авт. св. N 599957 известно устройство для сборки запрессовкой деталей тша вал-втул ка, содержащее соединенный с гидросистемой высокого давления силовой цилинд с поршнем, а также Г-образные захваты, установленные на корпусе цилиндра для крепления охватывающей детали, при; этом на рабочем торце поршня вьтпо/шено резьбовое гнездо для соединения с конусным валомгГ0 Однако это устройство не обеспечивае распрессовки конусного соединения деталей типа вал-втуттка. Цель изобретения - обеспечение распрессовки конусного соединения деталей типа вал- тулка. Поставленная цель достигается тем, что устройство для сборки запрессовкой деталей типа вал-втупка, сод жщпее соединеннь5й с гидросистемой высокого давления силовой цилиндр с поршнем, на рабочем торце которого выполнено резьбовое гнездо для соединения с конусным Ьалом, а также Г-образные захваты, установленные на корпусе цилиндра для крепления охватывающей детали, снабжено дополнительным поршна л, устновленным соосно между поршнем и корпусом силового цилиндра, а также упорными гайками, одна из которых установлена на конце поршня, а другая - на корпусе силового цилиндра, концентрично первой, для регугафовки хода дополнительного поршня при запрессовке и распрессовке. Предлагаемо устройство изображено на чертеже. Устройство содержит силовой цилиндр I, соединенный с гидросистемой через штуцер 2. В корпусе силового цилиндра соосно расположены поршень 3 с выполненным в его торце осевым резьбовым гнездом -4 для соединения с резьбовым
хвостовиком конусного вала 5 и дополнительный поршень 6.
На корпусе силового цилиндра 1 установлены Г-образные захваты 7 для установки устройства на собираемой конусной , втулке 8.
На конце поршня 3 установлена упорная гайка 9, а в корпусе силового нилиндра, концентрично упорной гайке 9, установлена упорная гайка Ю, которые ю ейужйт для регулировки хода дополниТёпШого порпшя при запрессовке и раепрессовке.
Маслоподводящая канавка 11 обеспечивает подвод масла от гидросистемыis
высокого давления.
Устройство работает следующим образом. Конусную втулку 8 соединения надевают на конусный вал 5. Затем.к резьбовому концу вала 5 резьбовым гнездом 4 20 присоединяют порше ш 3. После эт(}гЬ , Г-образными захватами 7 притягивйют втулку 8 к корпусу силового цилиндра 1. Далее на поршне 3 с помощью упорной гайки 9 устанавливают дополнительный - 25 поршень 6 так, чтобы между поверхно,стями торца конусной втулки 8 и торца дополнительного поршня 6 образова71ась кольцевая канавка 12. Затем подводят Маслопод давлением от гидромагистра- зо ли через штуцер 2 в полость силового цилиндра 1..
Под действием давления масла в кольцевой канавке 12 дополнительный поршень 6 и поршень 3 с установленной на нем 35 гайкой 9 перемещаются в корпусе силовох-о аилиндра 1 на величину заданного осевого натяга. При этом одновременно об- разуетчйя масляная пленка между сопрягаемыми поверхностями вала и втулки, что
снижает усилие запрессовки. После запрессовки вала снимается давление масла, и на сопрягаемых поверхностях создается заданное контактное давление.
Для разборки соединения дополнительный поршень б поджимается до упора в конусную втулку 8 с помощью упорной гайки 10. Между упорной гайкой 9 и дополнительным поршнем 6 обеспечиваетс зазор, равный или больший величины осевого натяга. Затем масло под давле- подводят через штуцер 2 в полость силового цилиндра. При этом .уплотнение 13 предотвращает проникновение масла в кольцевую канавку 12. Масло проникает в зону контакта вапа 5 и втулки 8, где образуется масляная пленка, за счет которой происходит разборка соединения.
Формула изоб.ре тения
Устройство для сборки запрессовкой деталей типа вал-втулка по авт. св.
№ 599957, отличающееся
. ,
тем, что с целью обеспечения распрессовки конусного соединения деталей, оно снабжено дополнительным поршнем, установленным соосно между поршнем и корпусом силового цилиндра, а также упорными гайками, одна из которых уста новлена на конце поршня, а другая - на корпусе силового цилиндра, концентрично первой, для регулировки хода дополнител Ного поршня при запрессовке и распрессосовке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 599957, кл. В 23 Р 19/02, 1970. 222 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1516295A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1989 |
|
SU1685669A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1976 |
|
SU599957A1 |
| Устройство для запрессовки деталей типа вал-втулка | 1985 |
|
SU1274900A1 |
| Устройство для сборки запрессовкой и распрессовки соединений типа вал-втулка | 1991 |
|
SU1810269A1 |
| СЪЕМНИК КРИВОШИПА | 2002 |
|
RU2267397C2 |
| Устройство для распрессовки деталей типа вал-втулка | 1978 |
|
SU774896A2 |
| Устройство для сборки с натягом соединений деталей типа вал-втулка | 1991 |
|
SU1794623A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОРАСПРЕССОВКИ И ГИДРОНАПРЕССОВКИ ПЕРЕДНЕГО И ЗАДНЕГО КОЛЕЦ ПОДШИПНИКОВ С ШЕЙКОЙ ОСИ КОЛЕСНОЙ ПАРЫ | 2009 |
|
RU2429959C2 |
| Гидрошайба | 1977 |
|
SU722724A1 |