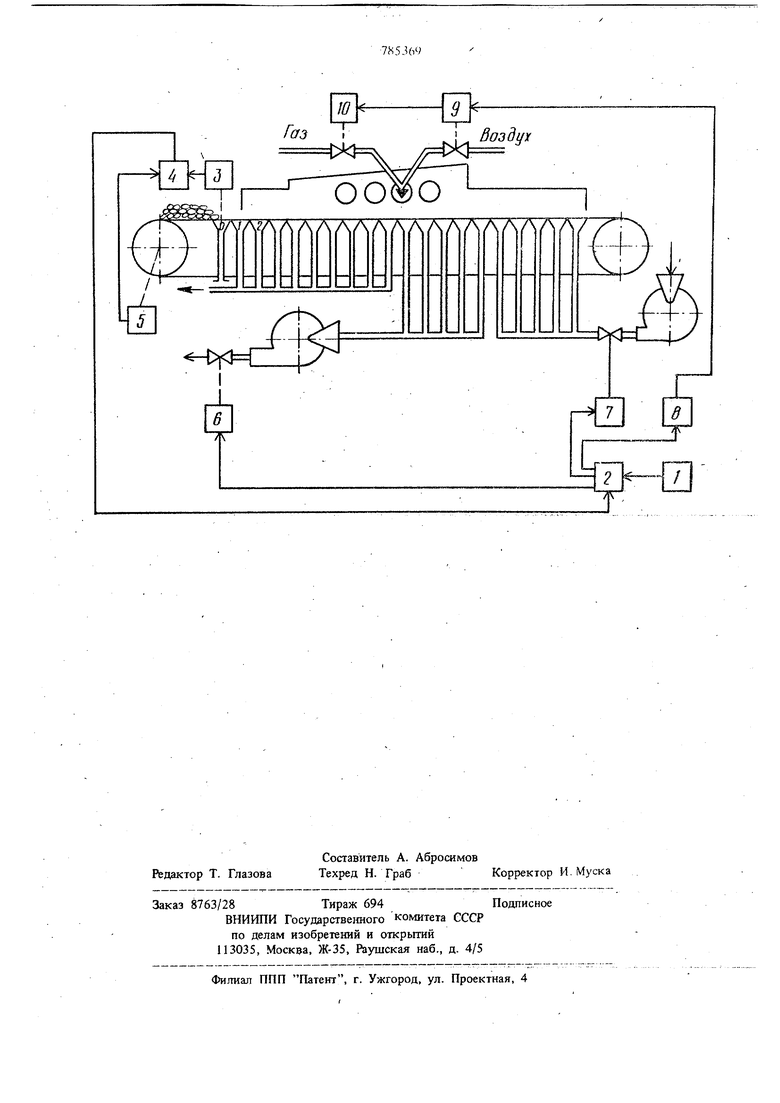
Изобретение относится к области подготовки сырья в черной металлургаи, в частности к обжигу железорудных окатышей и других кусковых материалов и может быть использовано для стабилизации тепловых режимов на обжиговых конвейерных машинах агломерационных и окомковательных фабрик. Известен способ -управления режимом обжиговой машины при остановках путем изме нения интенсивности уменьше1шя расхода тепло носителя и отсоса продуктов сгорания обратно пропорционально высоте слоя материала и времени простояи устройство для его осуществле ния, содержащее датчик высоты слоя и программатор 1 . Недостаток, известного рещения и устройств эаключает(;я в его малой эффективности и точности управления, так как он не учитывает зависимости теплового режима от гранулометрического состава слоя обрабатываемого материала, метода укладки сырых окатышей и пос тели, сопротивле шя колосникового поля. Известен также способ управления газовоздуш ным режимом, заключающийся в том, что интенсивность уменьшения расхода теплоносителя И отсоса продуктов горения корректируют в зависимости от грансостава слоя обжигаемого материала и времени простоя, а также устройство, содержащее датчик высоты слоя, датчик грансостава и программатор 2. Недостатком этого способа и устройства является сложность реализации системы контроля грансостава слоя материала уложенного на наллеты машины. Кроме того, он также не учитывает зависимости теплового режима маншны от способа укладки материала и сопротивления колосникового поля. Целью изобретения является повыщение качества ре1улирования. Это достигают путем изменения интенсивности уменьшения расхода теплоносителя и отсоса продуктов горения пропорционально газопроницаемости .слоя обжигаемого материала. Аэродинамическое сопротивление всего слоя складьгоается из сопротивления слоя сырых окатышей, постели и колосников, причем сопротивление слоя окатышей и постели зависит от высоты слоя и гранулометрического 378 ёбстава; а сопротивление колосников, составля M(ee ifa4HtertbHy{o долго йопрбтивления всего слоя, зависит от стеиега забиБа1шя мелочью йёжкоЛосникового пространства. Измеряя газопроницаемость слоя, можно судить об аэродинамическом сопротивлении всего слоя и использовать его для управления газороздушным режимом обжиговой машины при остановках. На чертеже представлена блок-схема устройства для реализации предлагаемого способа. Устройство состоит из релейного блока 1 остановки машины, выход которого соединен со входом программного устройства 2, датчика 3 газопроницаемости слоя, который электрическ связан со входом вычислительного блока 4, тахогенератора 5, который кинематически связан с валом приводного двигателя обжиговой маши ны и электрически со вторым входом вычислительного блока, а выход последнего в свою очередь электрически связан со вторым входом программного устройства. Выход программного устройств; электпкчески связан с исполнительными механизмами 6 и 7 изменяющими соответ сгвенно отсос продуктов сгорания и подачу холодного воздуха, а также через локальные схемы 8 регулирования процесса горения и исполнительными механизмами 9 и 10, изменяющими расход воздуха и газа на ropemie. Работает система следующим образом. По сигналу релейного блока 1 остановки машины включают программное устройство 2, формирующие импульсы, частота которых возра тает с увеличением времени простоя мащины. В дбполнйтёльйом газЬХоде поддерживают посто янное разряжение, а датчик газопроницаемости, . представляющий собой, например, струйный уси литель с инверсной характеристикой устанавливают над слоем. Вь1ходной сигнал датчика 3, Пропорциональный газопроницаемости участка слоя посылают на вычислительный блок 4, вторим входом которого является сигнал с тахогенератора 5,. пропорциональньш скорости обжиговой машины. Вычислительный блок по измеренной и заранее введенной величины расстояния между местом измерения газопроницаемости участка слоя и местом установки регулирующих органов газовоздушного режима, с учетом скорости маШины, определяет время задержки выходного сигнала, поступающего на второй вход програм много устройства. На вход последнего, по даннбйу кайалу, подается сигнал, несущий информаиий о газопроницаемости слоя материала, находящегося в зоне расположения регулирую1Ш1Х органов газовоздущного режима, на момент остановки машины. В зависимости от величины этого сигнала изменяется длительность импульсов на выходе программного устройства. Полученные импульсы используют для управления интенсивностью уменьшения подачи компонентов газовоздушной смеси и отсоса продуктов сгорания, воздействуя на исполнительные механизмы 6 и 7, а также через локальные схемы 8 регулирования процесса горегая на исполнительные механизмы 9 и 10, изменяющие расход воздуха и газа. Максимальное уменьшение расхода компонентов газовоздуш 1ой смеси ограничивают из условия надежного сохранения, пламени горелок, т. е. осуществляют режим малого газа. . Применение предлагаемого способа управления газовоздушным режимом обжиговой машины при остановках обеспечивает повышение стойкости оборудования конвейерных машин для окунания руд. Формула изобретения 1.Способ управления режимом обжиговой машины при остановках, включающий уменьшение расхода теплоносителя и интенсивности отсоса продуктов сгорания в зависимости от времени остановки, отличающийся тем, что, с целью повышения качества регулирования, интенсивность уменьшения расхода теплоносителя и отсоса продуктов croparaw изменяют пропорционально газопроницаемости слоя обжигаемого материала. 2.Устройство для осушествле1шя способа по П.1, содержащее последовательно соединенные релейный блок и программное устройство, выходы которого через, усилите ли и локальные . схемы регулирования соеданены с исполнительными механизмами, тахогенератор, установленный на валу приводного двигателя мащины и вычислительный блок, отличающеес я тем, что оно дополнительно содержит датчик газопроницаемости слоя, выход которого соединен со вторым входом вычислительного блока, а выход последнего связан со входом программного устройства. Источники информации, принятыеВО. внимание при экспертизе 1.Авторское свидетельство СССР № 582309, кл. С 22 В 1/16, 1975. 2.Авторское свидетельство СССР, заявка № 2524977/02, кл. С 22 В 1/16, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом об-жигА ОКАТышЕй | 1979 |
|
SU815056A1 |
| Способ управления газовоздушным режимом обжиговой машины при остановках | 1976 |
|
SU582309A1 |
| Способ эксплуатации обжиговой конвейерной машины | 1990 |
|
SU1700345A1 |
| Способ управления газовоздушным режимом обжиговой машины при остановках | 1977 |
|
SU724586A1 |
| Способ термической обработки железорудных окатышей | 1989 |
|
SU1629334A1 |
| Способ и устройство для производства окатышей | 2017 |
|
RU2652684C1 |
| Устройство для производства титановых окатышей | 2022 |
|
RU2791307C1 |
| Способ регулирования процесса обжига окатышей | 1979 |
|
SU775157A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБЖИГА ОКАТЫШЕЙ НА КОНВЕЙЕРНОЙ МАШИНЕ | 2003 |
|
RU2229074C1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1987 |
|
SU1435633A1 |