Изобретение относится к производству железорудных окатышей и может быть использовано при управлении процессом обжига на подвижной колосниковой решетке, например, на машинах конвейерного типа при их вынужденных остановках.
Цель изобретения - снижение термической напряженности колосниковой решетки и корпусов обжиговых тележек и повышение качества обожженных окатышей .
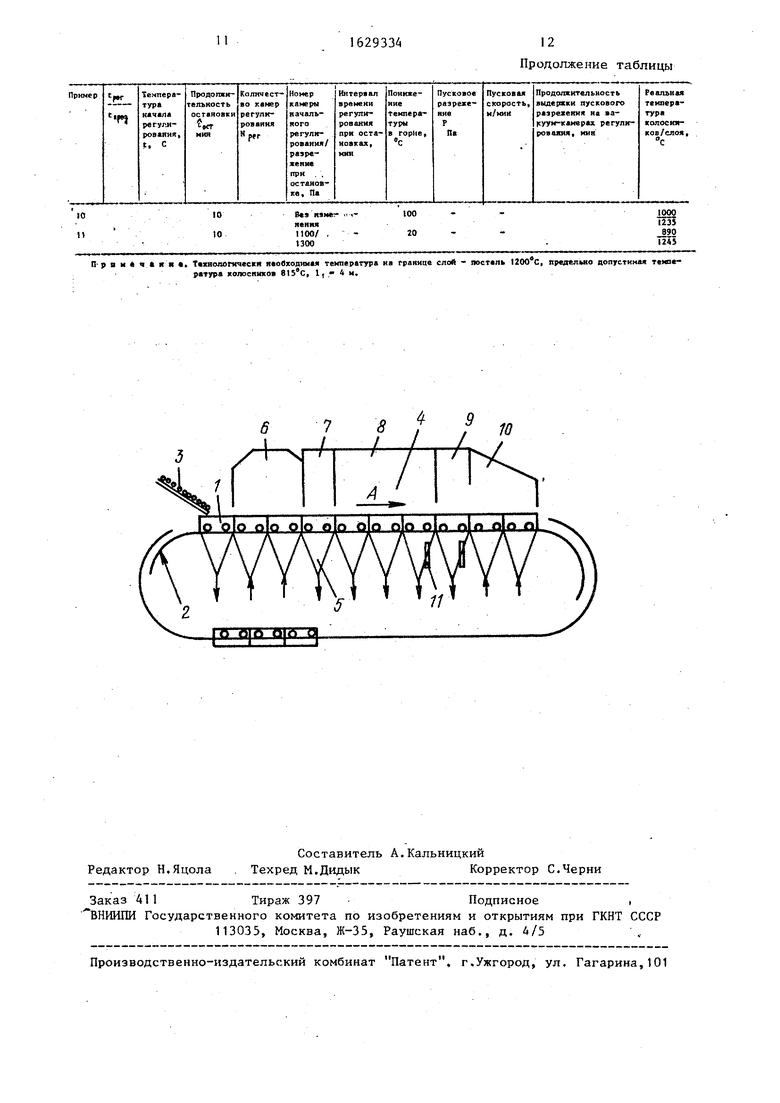
На чертеже приведена схема обжиговой машины, работающей по предлагаемому способу, при остановке и повторном пуске колосниковой решетки.
При остановках обжиговой машины осуществляют индивидуальное последовательное регулирование по камерам теплового и вакуумного режима работы агрегата как в период остановки, так и при аапуске колосникового кон- вейера до конца прохождения задержанного в активной зоне материала через
зоны подогрева, обжига и рекуперации. Такое регулирование позволяет предотвратить нагрев колосников и корпусов тележек выше максимально допустимой температуры и обеспечить нагрев окатышей на всех горизонтах слоя до температуры не ниже 1200°С.
Обобщением экспериментальных данных по исследованию термической нагружен- ности и прочности обжиговых тележек в условиях эксплуатации установлено, что предельно допустимая температура колосников, изготовленных из жаропрочного сплава, при которой обеспечивается прочность обжиговых тележек, составляет 800°С с повышением до .
815°С при кратковременных остановках.
i
Расчетным путем установлено, что удовлетворить этому требованию при остановках можно, начав регулирование режимных параметров при температуре колосников 0,75-0,85 от пределы но допустимой. Эта температура назва(Л
ND
tO
со
оо
Јъ
на температурой регулирования и для принятых сталей равна 600-680°С,
Если начать регулирование режимны параметров машины при температуре колосников более 0,85 tnpec. , т.е. при 700°С в данном случае, то вслед ствие инерционности системы возможен перегрев колосников, а при температуре начала регулирования ниже 0,75 tppea имеет место недообжиг окатышей на части тележек, остановившихся в зонах подогрева и обжига. В начале регулирования в двух- четырех последних газовоздушных ка- мерах (ГВК) горячих зон разряжение уменьшают от рабочего до 200-400 Па, а затем последовательно с интервалом 0,75-1,25 T-4/U мин,разрежение понижают до уровня не выше 500 Па в каж- дои из газовоздушных jкамер в направлении, обратном движению колосниково решетки.
Благодаря такому регулированию обеспечивается прогрев слоя до задан ной температуры на тележках, остановившихся в активной зоне,, Уменьшение разрежения до 200-400 Па в последних двух - четырех газовоздушных камерах горячей зоны предотвращает перегрев тележек, остановившихся на этих камерах, где горячий фронт дошел уже до колосников или же находится в непосредственной близости. Последовательное снижение разрежения в остальных камерах с указанным временным интервалом предотвращает перегрев оборудования и обеспечивает дообжиг слоя на остальных тележках.
При интервалах времени менее 0,75 1,/U на тележках, остановившихся в зонах обжига и подогрева, температура слоя на границе с постелью не достигает необходимого уровня, а при интервалах времени, превышающих 1,25 , возможен перегрев колосников и корпусов.
Аналогично при снижении разрежения в ГВК не выше 500 Па предотвращает перегрев колосников и корпусов тележек, а при более высоком разрежении возможен их перегрев.
Уровень разрежения 200-500 Па определен из данных экспериментального и аналитического исследования и связан с TeMj, что при полном прекращении фильтрации потока через слой из-за тепловой инерционности агрегата в период пуска не удается
довести прогрев слоя до технологически обусловленной температуры. Оставляя минимальное регулируемое дроссельными заслонками разрежение в вакуум-камерах порядка 200-500 Па максимально сокращают время прогрева слоя при пуске машины.
С началом регулирования разрежения в вакуум-камерах средины горячей зоны начинают снижение температуры в горне обжиговой машины со скоростью не более 20°С/мин на всем участке технологических зон, где выполнено регулирование разрежения. Более ранке.е снижение температуры в горне может привести к недообжигу слоя, а более позднее - к увеличенному удельному расходу топлива. Скорость, с которой происходит снижени температуры в горне, не должна превышать 20°С/мин, так как в противно случае повреждается кладка горна.
Выбор уровня температуры регулирования tpg4 определяет Количество камер, на которых в случае остановк решетки превышена установленная температура регулирования и необходимо сразу снизить разрежение. На вернем уровне этой величины - две камеры, на нижнем - четыре камеры.
При запуске колосниковой решетки обжиговой машины температуру в горне увеличивают до уровня рабочей технологической температуры со скоростью не более 20вС/мин) так как при более высокой скорости возможно повреждение кладки горна. Так как уровень прогрева материала колосников в период остановки определяется ее продолжительностью, то во всех примерах с пониженным разрежением в момент пуска разрежение в них устанавливается на промежуточном уровне
- 6667 47
-я-- + зз Locr
и оно тем выше, чем меньше время остановки конвейера. Если ост 3 мин, то разрежение Д PHUCK - 2255 Па, если &ост 10 мин,
то А. 70° Па
При отклонениях от указанных пределов изменения разрежения в большую сторону может быть перегрев оборудования, в меньшую сторону - недообжиг слоя.
Затем в направлении движения колосниковой решетки последовательно
во всех камерах разрежение увеличивают до рабочего уровня через промежутки времени
л«; (N + 21 - ПЧСК
I1.JCK и кроме двух - четырех последних камер горячих зон. Сочетание параметров , определяемых формулами для величин ДРПиск. и писк обеспечивает практически одинаковое температурное поле по высоте слоя окатышей и донной постели перед входом в зону рекуперации независимо от места остановк тележки.
В конце горячей зоны (две - четыре последние камеры) интервал между повышением разрежения до рабочего уровня повышается последовательно от
2до 3 мин по ходу движения обжиговы тележек. Это позволяет предотвратить проскок тепловой волны через слой донной постели до завершения выхода всех тележек, которые в момент остановки находились в зонах подогрева, обжига и рекуперации, в зону охлаждения, что обеспечивает нагрев колосников не более чем до 815°С при температуре окатышей не менее 1200 С
Таким образом, регулирование разрежения в газовоздушных камерах и температуры в горне в соответствии с изобретением в период остановки машины и при последующем после остановки пуске машины предотвращает перегрев колосников и корпусов тележек и в то же время обеспечивает необходимый прогрев слоя.
Обжиговая машина состоит из цепи тележек 1, установленных на замкнутом рельсовом пути 2 и образующих подвижную колосниковую решетку. Над верхней ветвью колосниковой решетки установлены загрузочное устройство
3и горн 4, под ней - газовоздушные камеры 5 (вакуум-камеры и дутьевые). Горн состоит из зон 6 сушки, подогрева 7, обжига 8, рекуперации 9 и охлаждения 10. Зоны подогрева, обжига и рекуперации носят общее название горячих зон. Другие зоны машины на чертеже показаны условно. В последних четырех камерах горячей зоны установлены температурные датчики 11, позволяющие измерить температуру колосников во время работы обжиговой машинп и при остановках. По показаниям датчиков 11 определяется число вакуум-камер, в которых при останов™
0
5
0
5
ке машины сразу же снижается разрежение до уровня 200-400 Па.
При работе обжиговой машины тележки 1 движутся в направлении, указанном стрелкой А. При помощи загрузочного устройства 3 на тележки загружается постель из обожженных окатышей и сырые окатыши, подлежащие обжигу. Загруженные тележки проходят под горном 4 к над газовоздушными камерами 5, при этом лежащие на них окатыши подвергаются сушке, обжигу и частичному охлаждению. На разгрузочном конце машины материал, находящийся на тележках, сбрасывается с них, а тележки по нижним направляющим возвращаются к загрузочному концу машины.
В случае вынужденной кратковременной остановки машины, вызванной, например, заменой вышедших из строя элементов или технологическими причинами, необходимо на машине создать условия, исключающие перегрев корпусов тележек и колосников и обеспечит вающие качество окатышей. Достигается это управление температурным и аэродинамическим состоянием машины в соответствии со следующей последовательностью операций, показанной на примере машины ОК-2-520/536. Горячая зона в этой машине содержит 13 камер 1 4, U 3 м/мин.
При остановке машины (U 0) делается запрос о температуре колосников в последних камерах зоны рекуперации. В данном случае в момент остановки температуры колосников в зоне реку- д перации составляет 670°С, что близко к верхнему уровню температуры регулирования. Поэтому на двух вакуум- камерах зоны рекуперации разрежение снижается сразу до 200 Па и выдержи- 5 вается на этом уровне до запуска машины. Через 1,25 мин от начала регулирования разрежение снижается до 500 Па в третьей вакуум-камере от конца горячей зоны, через 2,5 мин - 0 в четвертой вакуум-камере и т.д. в течение 10 мин или же до тех пор, пока не начнется движение машины. При остановке продолжительностью 10 мин снижение разрежения достигает 5 девятой вакуум-камеры от конца горячей зоны, т.е. N „ег 9.
В моментs когда начинается снижение разрежения на средних камерах горячей зоны ( л/ через 5 мин после
0
5
остановки) начинают снижение температуры в горне со скоростью 20°С/мин и продолжают до пуска машины. При остановке машины на 10 мин снижение температуры в горне составляет 100 С.
При пуске машины температуру в горне начинают повышать с той же скоростью до первоначальной величины, В вакуум-камерах, где было снижено разрежение при остановке, при пуске устанавливается разрежение, зависящее от продолжительности остановки. В данном варианте при С0 10 мин.
превзойти максимально допустимую температуру колосников t пре,т. 815 С.
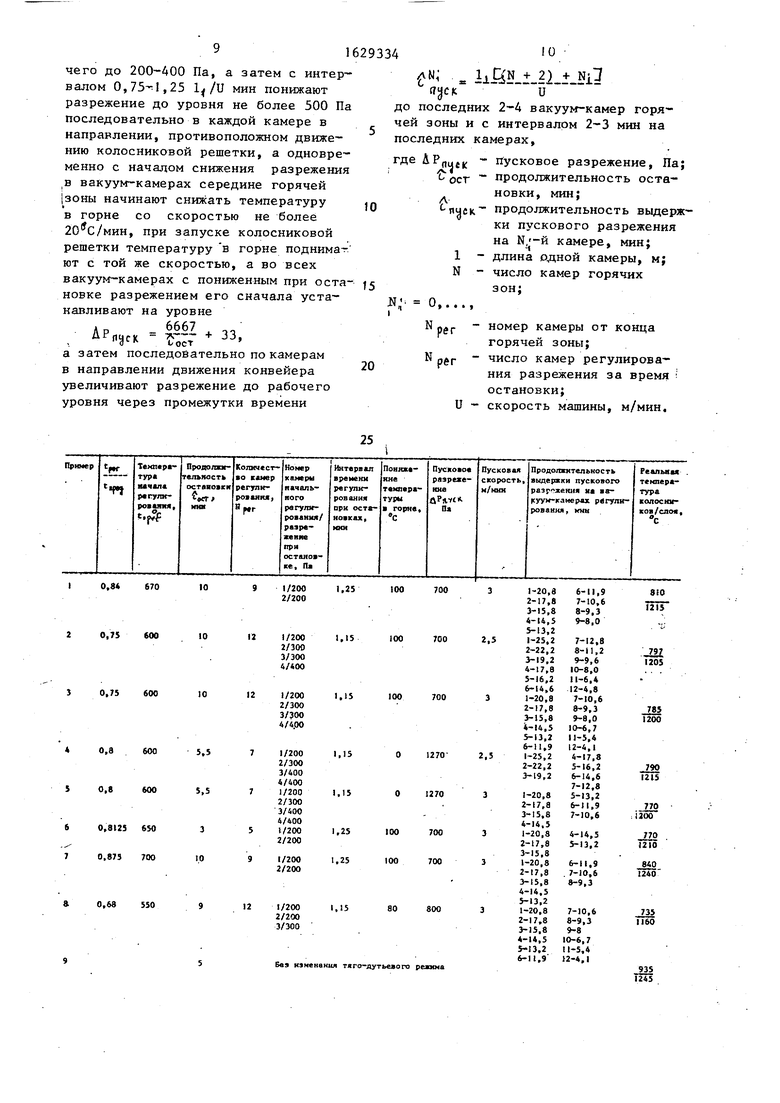
В таблице указано отношение температуры регулирования к максимально допустимой температуре колосников, общее снижение температуры в горне за время остановки, а также пусковое разрежение, определяемое по формуле 6667
UP,
П4СК
7С + 33, t-OCT
и продолжительность выдержки пускового разрежения на различных камерах, определяемая по формуле
| название | год | авторы | номер документа |
|---|---|---|---|
| Отопительный горн обжиговых конвейерных машин | 1980 |
|
SU1023187A1 |
| Горн обжиговых машин конвейерного типа | 1980 |
|
SU970062A1 |
| Способ обжига окатышей на конвейерной машине | 1974 |
|
SU457728A1 |
| СПОСОБ ЗАЩИТЫ КОЛОСНИКОВОГО ПОЛЯ С ПОМОЩЬЮ ПОСТЕЛИ ИЗ БРИКЕТОВ И ЕГО ПРИМЕНЕНИЕ В КОНВЕЙЕРНОЙ ОБЖИГОВОЙ ИЛИ АГЛОМЕРАЦИОННОЙ МАШИНЕ | 2023 |
|
RU2824512C1 |
| Круглая рекуперативная машина для обжига железорудных материалов | 1970 |
|
SU298212A1 |
| Кольцевая обжиговая машина | 1971 |
|
SU438296A1 |
| Тележка конвейерной обжиговой машины | 1982 |
|
SU1046592A1 |
| Способ и устройство для производства окатышей | 2017 |
|
RU2652684C1 |
| СПОСОБ ОБЖИГА ОКАТЫШЕЙ НА ОБЖИГОВЫХ КОНВЕЙЕРНЫХ МАШИНАХ | 2001 |
|
RU2231566C2 |
| СПОСОБ КОНТРОЛЯ ГАЗОПРОНИЦАЕМОСТИ И ИЗМЕРЕНИЯ РАСХОДА ГАЗА ЧЕРЕЗ СЛОЙ ПРИ ТЕРМООБРАБОТКЕ НА КОНВЕЙЕРНОЙ МАШИНЕ | 2023 |
|
RU2837907C2 |
Изобретение относится к регулированию температурного и аэродинамического режимов обжиговой машины при остановках. Целью изобретения является снижение термической напряженности колосниковой решетки и корпусов обжиговых тележек и повышение качества обожженных окатышей. В способе ведут ступенчатое управление разрежением и температурой в вакуум- камерах в зависимости от длительности остановки. 1 ил., 1 табл.
7°0 Па
Это разрежение выдерживается на различных вакуум-камерах в течение времени, определяемого по формуле
ЛН LiЈ(N N ,
и
При этом на девятой камере от конца горячей зоны промежуточное разрежение 700 Па сохраняется в течение 8 мин, а затем устанавливается исходное разрежение, предшествующее остановке, на восьмой камере 9,3 мин и т.д., а на последней камере горячей зоны - в течение 20,8 мин в соответствии с таблицей (пример 1). После машина выходит на режим предшествующей остановке.
При таком способе регулирования температуры колосников в тележках не превышает 815°С, слой на всех тележках будет прогрет до температуры
не менее .1200°С. i
В таблице приведен ряд примеров
регулирования технологического режима при остановках обжиговой машины различной продолжительности в соответствии с предлагаемым способом (примеры 1-6), а также с отклонениями от предлагаемых параметров режима (примеры 7 и 8), и по известному способу, когда через 4-5 мин после остановки конвейерной ленты снижают подачу теплоносителя по всей длине горячих зон, а при возобновлении движения процесс выводится на нормальный - с я тем, что, с целью снижения
уровень также одновременно во всех зонах (примеры 9 и 10), а также с частичным групповым регулированием разрежения в ГВК (пример И).
В основу регулирования согласно предлагаемому способу положена необходимость достичь на границе слоя обжигаемых окатышей и постели температуры не менее , а также не
55
термической нагруженности колосн ковой решетки и корпусов обжигов тележек и повышения качества обо женных окатышей, при достижении пературой колосников после остан 0,75-0,85 от максимально допусти температуры (°С) в двух-четырех последних вакуум-камерах горячей зоны уменьшают разрежение от ра
0
5
Л«1
°ПС)СК
,
В тех случаях, когда процесс осуществлялся в соответствии с предлагаемым способом (примеры 1-6), температура колосников, а значит, и корпусов тележек для всех тележек, остановившихся в активной зоне, не превышает допустимой, в то же время обеспечивается прогрев окатышей не ниже 1200°С.
При отклонениях от предлагаемого способ наблюдается перегрев колосников (пример 7)или неполный обжиг 0 окатышей (пример 8), Известный способ (примеры 10 и 11) также приводит к перегреву оборудования.
Внедрение предлагаемого способа обеспечивает повышение срока эксплуатации корпусов обжиговых тележек с 4 до 8 лет, колосников с 1 до 2 лет, а также увеличение выхода годного продукта на 1%.
Формула изобретения
Способ термической обработки железорудных окатышей фильтруемым газовым потоком на колосниковой кон- 5 вейерной машине, включающий снижение подачи теплоносителя в горячих зонах при вынужденных остановках машины и увеличение ее при возобновлении движения, отличающий5
0
5
термической нагруженности колосниковой решетки и корпусов обжиговых тележек и повышения качества обожженных окатышей, при достижении температурой колосников после остановки 0,75-0,85 от максимально допустимой температуры (°С) в двух-четырех последних вакуум-камерах горячей зоны уменьшают разрежение от рабо91629334
чего до 200-400 Па, а затем с интервалом 0,75-1,25 мин понижают разрежение до уровня не более 500 Па последовательно в каждой камере в направлении, противоположном движению колосниковой решетки, а одновременно с началом снижения разрежения в вакуум-камерах середине горячей |зоны начинают снижать температуру в горне со скоростью не более 20 С/мин, при запуске колосниковой решетки температуру в горне поднимают с той же скоростью, а во всех вакуум-камерах с пониженным при остановке разрежением его сначала устанавливают на уровне
АР 6667 4. ™ , оЈ + 33 а затем последовательно по камерам
в направлении движения конвейера увеличивают разрежение до рабочего уровня через промежутки времени
Без изменения тяго дутьевого режима
0
№
Ii ЈL±-2}- J j3
aye ки
до последних 2-4 вакуум-камер горячей зоны и с интервалом 2-3 мин на последних камерах,
где АРПи(К пусковое разрежение, Па; Ј ост продолжительность остановки, мин;
спчек продолжительность выдержки пускового разрежения на N. -й камере, мин; 1 - длина одной камеры, м; N - число камер горячих зон:
0
N1
и,. ,
N
per
N
per
номер камеры от конца горячей зоны; число камер регулирования разрежения за время остановки; U - скорость машины, м/мин.
935 1245
11
Примечание. Технологически яеовхоцнмая температур на границе слой - постель 1200°С, предельно допустимая температура холосников , 1, 4 м.
JQ OJQ qjQ g|
1629334
12
Продолжение таблицы
| Способ управления газовоздушным режимом обжиговой машины при остановках | 1976 |
|
SU582309A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
