Изобретение откосится к химико-термическо обработке твердосплавного инструмента, в частносгн к составам для создания на его поверхиосги износостойких карбидных слоев, и может быть использовано при производстве твердых . ВОВ, а также в машиностроительной, приборострои тельной, горнодобьшающей и отраслях промышлениости, использующих твердосплавный ииструкюнт. Известен состав для повышения износостойкости твердосплавного инструмента путем обра ботки последнего в засыпке из смеси карбидов титана и хрома, содержапшх в общей сложности 2% свободного углерода (1. Изделие, помешенное в такую смесь, нагревают до 900-1000°С в газовой атмосфер, состоящей из Н и NHj и содержащей влагу в количестве не менее 80 мг/м. Продолжительность обработки 3-5 ч. На поверхности твердосплавного инструмента образуется легированный схюй, состоящий из сложного карбида хрома и титана. Однако повышение стойкости упрочненного таким образом твердосплавного инструмента при обработке чугуна составляет 1,5-2,0 раза. Кроме того, к недостаткам указанного состава следует отнести его высокую стоимость (стоимость 1 кг карбидсю хрома и титана классификации ч составляет соответственно 145 и 90 руб) и технологические трудности проведения процесса в связи с использованием взрывоопасиых защитных атмосфер. Цепь изобретения - повышение износостойкости твердосплавного инструмента и увеличение технологической и зкоиоми%ской эффективности его обработки, что достигается использованием состава для диффузионного насыщения, включающего в качестве осиовных компонентов смесь окислов хрома и ииобия и дополнительно содержащего окись алюминия, порошок алюминия и хлористый аммоний при следующем соотношении кймпоне нтов, вес.%: Окись хрома37-12 Пятиокись ниобия12-37 Алюминий (порошок)12 - 37 Хлористый аммоний1-3 Окись алюминия32-27
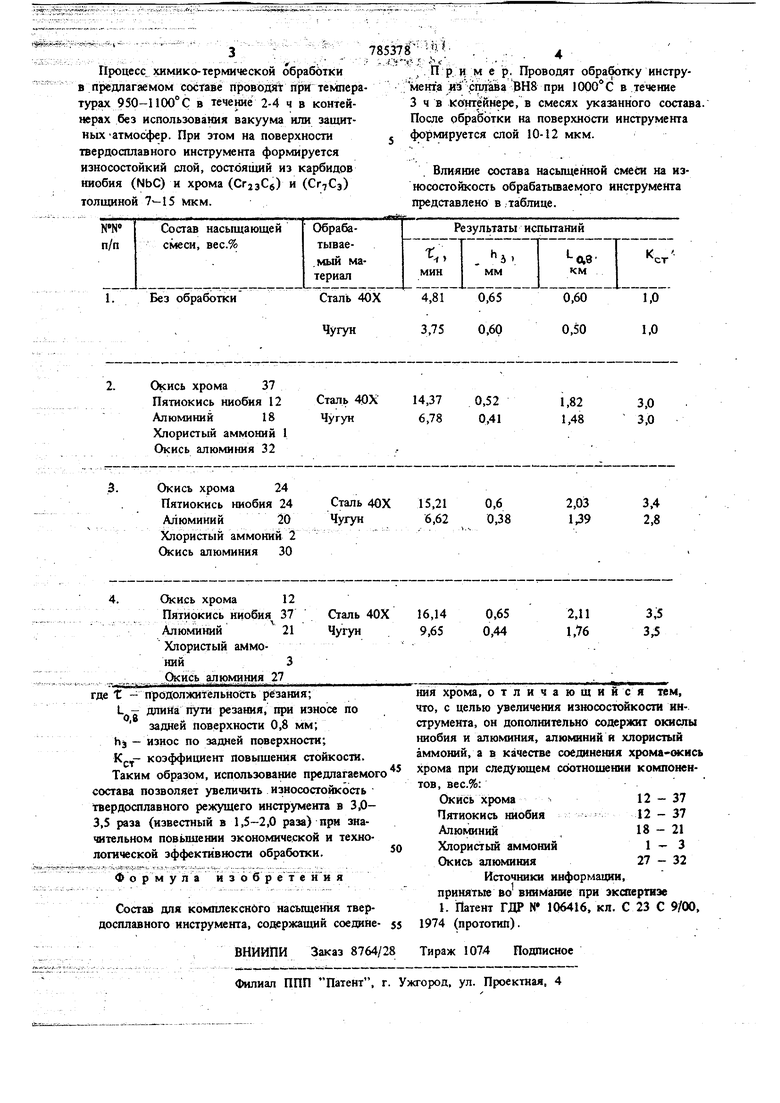
Процесс химико-термической обработки в предлагаемом составе проводя irpK темпера турах 950-1100° С в течение 2-4 ч в контейнерах без использования вакуума или защитных атмосфер. При этом на поверхности твердосплавного инструмента формируется износостойкий слой, состоящий из карбидов ниобия (NbC) и хрома (СггзСб) и (Сг7Сэ) толщиной мкм.
:Vnt
8537g
-.i:yV
П р и. м е р. Проводят обработку инстру мента иэ.спяайа ВН8 при 1000°С в течение 3 ч в контёйнере, в смесях указанного состава. После обработки на поверхности инструмента формируется слой 10-12 мкм.
Влияние состава насыщенной смеси на износостойкость обрабатьтаемого инструмента представлено в .таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для комплексного насыщения изделий | 1982 |
|
SU1046328A1 |
| Состав для комплексного насыщения твердосплавного инструмента | 1983 |
|
SU1079696A1 |
| Состав для химико-термической обработки твердосплавного инструмента | 1980 |
|
SU933793A1 |
| СОСТАВ ДЛЯ КОМПЛЕКСНОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1992 |
|
RU2044107C1 |
| Состав для комплексной химикотермической обработки твердосплавного инструмента | 1978 |
|
SU779435A1 |
| Состав для химико-термической обработки твердосплавного инструмента | 1980 |
|
SU894017A1 |
| Состав для хромованадийниобирования твердосплавного инструмента | 1983 |
|
SU1159962A1 |
| Состав для комплексной химико-термической обработки твердосплавного инструмента | 1988 |
|
SU1537709A1 |
| Состав для комплексного насыщения режущего твердосплавного иструмента | 1989 |
|
SU1617053A1 |
| Состав для тантализации изделий | 1979 |
|
SU815076A1 |
