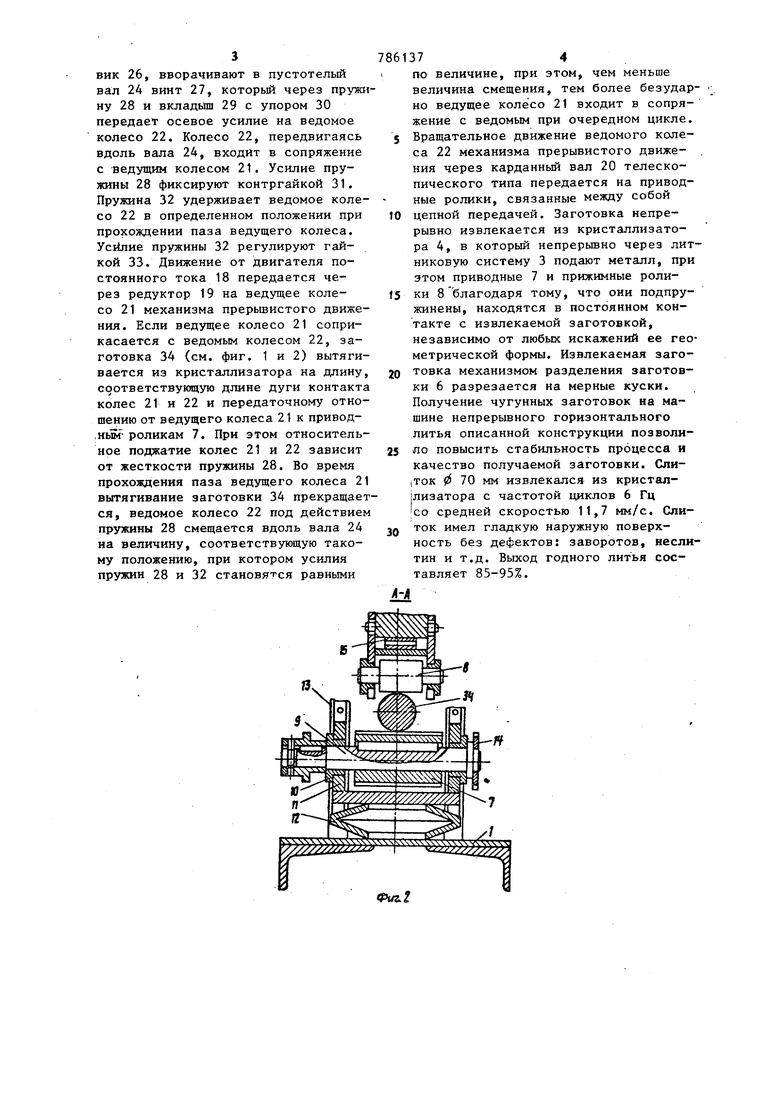
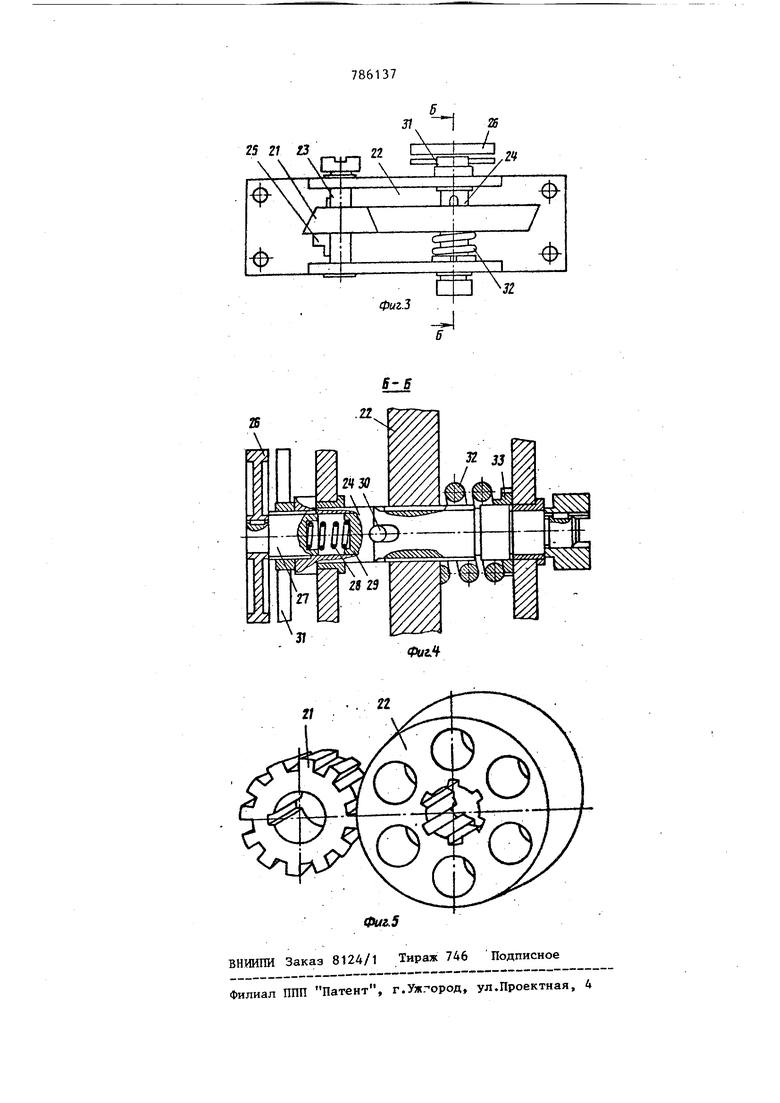
Изобретение относится к металлургии, Известна тянущая клеть машины непрерывного литья металлов горизонтального типа, содержащая приводные и прижимные ролики и механизм прерывистого движения, Основным недостатком известного устройства является то, что усилие со стороны прижимного ролика приводит к изгибу заготовки в момент прохождения паза приводного ролика .и очередной контакт рабочей поверхности приводного ролика с извлекаемой заготовкой происходит с ударом,, что вызывает повьшенный износ приводного ролика и нарушение технологического режима вытягивания заготовки. Указан ный недостаток усугубляется тем, что тянущий ролик находится в непосредственном контакте с заготовкой, имею щей высокую температуру и нагреваетс сам, что приводит к ухудшениюмеханических свойств материала тянущего ролика и увеличению его износа. Кром этого, заготовка выходит из кристаллизатора с дефектами геометрической формы (овальность, непрямолинейность завороты и т.д.), что приводит к пол ной остановке процесса из-за отсутст ВИЯ контакта между заготовкой и приводным роликом. с целью устранения указанных недо статков, приводные ролики смонтирова ны на раме, снабженной упругим элецентом, а механизм прерывистого движения снабжен сопряженной парой ,колес - ведущим и ведомым, причем ведущее колесо вьшолнено с пазами на рабочей поверхности, а: ведомое .с возможностью возвратно-поступатель .ного перемещения относительно веду щего. На фиг. 1 приведен общий вид машины непрерывного литья металлов, вид сверху; на фиг. 2 - разрез А-А на фиг. 15 на фиг. 3- механизм прерьшистого движения, вид сверху; на фиг, 4 - разрез Б-Б на фиг. 3; на фиг. 5 - ведущее и ведомое колеса в изометрии. Машина непрерьшного литья содержит станину 1, на которой смонтиро-, ваны все узлы: подъемньй стол 2, литниковая система 3, кристаллизатор 4 поддерживающие ролики 5, механизм разделения заготовки 6, тянущая клеть, включающая в себя приводные ролики 7, прижимные ролики 8. Каждьй приводной ролик 7 (см. фиг.2) посажен на вал 9, которьй вращается в подшипниках 10, установленных i в раме 11, подпружиненной упругим элементом, например тарельчатой пружиной 12, и имеющей возможность перемещения по направляющим 13. Все приводные ролики соединены между собой через звездочку 14 цепной передачей. Прижимные ролики 8 кинематически связаны с прижимными устройствами 15 (в качестве таких устройств могут быть использованы пневмоцилиндры, пружины рессорного типа и т.д.) с регулируемым усилием прижима, например, путем сжатия пружины рессорного типа винтовым механизмом 16. На отдельной станине (см. фиг. 1) смонтирован приводной механизм тянущей клети, включакяций в себя механизм прерывистого движения 17, электродвигатель постоянного тока 18 с регулируемым числом оборотов, редуктор 19. Приводной механизм кинематически связан с тянущей клетью, например, через карданный вал 20 телескопического вида. Механизм прерывистого движения (см. фиг. 3) состоит из двух сопряженных, например, конических колес 21, 22, установленных на параллельных валах 23, 24. Ведущее коле- / со 21 профилировано. На его рабочей поверхности с одинаковым шагом выполнены пазы. Это колесо неподвижно закреплено на валу 23 и зафиксировано от осевого перемещения упором 25. Другое колесо 22, ведомое, установлено на шлицевом валу 24 и кинематически связано с прижимным устройством (см. фиг. 4), которое включает в себя маховик 26, винт 27, упругий элемент, например, цилиндрическую пружину 28, вкладыш 29 с упором 30, контргайку 31 и демпфирующее устройство, включающее в себя упругий элемент 32,. например цилиндрическую пружину, регулирующую гайку 33. Тянущая клеть работает следующим образом. Устанавливают уровень относительного поджатия колес механизма прерьшистого движения, при этом исходят из следующего условия: пара ко.дес в течение процесса получения заготовки должна работать без проскальзывания в момент извлечения заготовки и без ударных нагрузок / в момент смены циклов. Вращая маховик 26, вворачивают в пустотелый вал 24 винт 27, которьй через пружи ну 28 и вкладыш 29 с упором 30 передает осевое усилие на ведомое колесо 22. Колесо 22, передвигаясь вдоль вала 24, входит в сопряжение с ведущим колесом 21. Усилие пружины 28 фиксируют контргайкой 31. Пружина 32 удерживает ведомое колесо 22 в определенном положении при прохождении паза ведущего колеса. Ус11пие пружины 32 регулируют гайкой 33. Движение от двигателя постоянного тока 18 передается через редуктор 19 на ведущее колесо 21 механизма прерьшистого движения. Если ведущее колесо 21 соприкасается с ведомым колесом 22, заготовка 34 (см. фиг. 1 и 2) вытягивается из кристаллизатора на длину соответствующую длине дуги контакта колес 21 н 22 и передаточному отношению от ведущего колеса 21 к привод,ньм-роликам 7. При этом относительное поджатие колес 21 и 22 зависит от жесткости пружины 28. Во время прохождения паза ведущего колеса 2 вытягивание заготовки 34 прекращае ся, ведомое колесо 22 под действие пружины 28 смещается вдоль вала 24 на величину, соответствующую такому положению, при котором усилия пружин 28 и 32 становятся равными
а
п
Фиг.1 74 по величине, при этом, чем меньше величина смещения, тем более безударно ведущее колесо 21 входит в сопряжение с ведомым при очередном цикле. Вращательное движение ведомого колеса 22 механизма прерывистого движения через карданный вал 20 телескопического типа передается на приводные ролики, связанные между собой цепной передачей. Заготовка непрерывно извлекается из кристаллизатора 4, в который непрерывно через литниковую систему 3 подают металл, при этом приводные 7 и прижимные ролики 8 благодаря тому, что они подпружинены, находятся в постоянном контакте с извлекаемой заготовкой, независимо от любых искажений ее геометрической формы. Извлекаемая заготовка механизмом разделения заготовки 6 разрезается на мерные куски. Получение чугунных заготовок на машине непрерьюного горизонтального литья описанной конструкции позволнло повысить стабильность процесса и качество получаемой заготовки. Сли|Ток 0 70 мм извлекался из кристал|лизатора с частотой циклов 6 Гц со средней скоростью 11,7 мм/с. Слиток имел гладкую наружную поверхность без дефектов: заворотов, неслитин и т.д. Выход годного литья составляет 85-95%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Тянущая клеть горизонтальной машины непрерывного литья заготовок | 1978 |
|
SU900950A1 |
| Устройство для вытягивания слитка | 1975 |
|
SU547285A1 |
| Устройство для вытягивания слитка установок непрерывной разливки металлов | 1982 |
|
SU1071353A1 |
| УСТРОЙСТВО ДЛЯ МНОГОРУЧЬЕВОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2084312C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| Установка для непрерывного литья заготовок | 1977 |
|
SU772692A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
ТЯНУЩАЯ КЛЕТЬ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА, содержащая приводные и прижимные ролики и механизм прерывистого движения, отличающаяся тем, что, с целью обеспечения надежности и стабильности процесса вытягивания, приводные ролики смонтированы на раме, снабженной упругим элементом, а механизм прерывистого, движения снабжен сопряженной парой колесведущим и ведомым, причем ведущее колесо выполнено с пазами на рабочей поверхности, а ведомое - с возможностью возвратно-поступательного перемещения относительно ведущего.
| Устройство для вытягивания слитка | 1975 |
|
SU547285A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| i | |||
