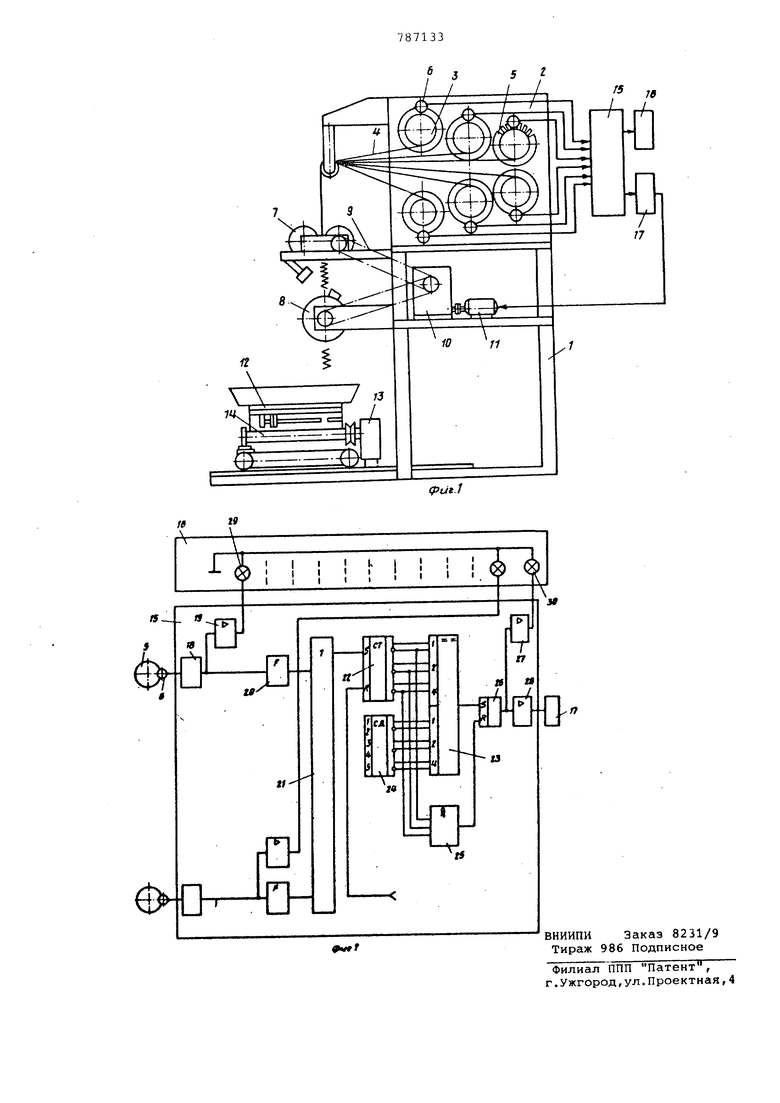
Изобретение относится к области переработки проволоки. По основному авт.св. fJ 665973 известно устройство для изготовления заготовок проволочных фильтров,которое содержит размещенные на станине магазин с установленными в нем катуш ками с проволокой,привод,состоящий и редуктора и электродвигателя,механиз подачи и профилирования проволоки,ме ханизм резки, соединенные с приводом гибкими связями, механизм заполнения тары и регистрации массы, который располагается на основании станины и содержит тару, весы с региструющим механизмом, закрепленные на тележке поперечного хода, перемещающейся по платформе тележки продольного хода, и копировальный механизм til Недостатком известного устройства является отсутствие контроля за плот ностью массы проволоки. В известном устройстве готовность заготовок проволочных фильтров определяется механизмом регистрации массы, т.е. по весовому принципу. При обрыве одной или нескольких.проволок, нарушается плотность массы по всей площади филь рующего элемента,что приводит к снижению качества изделия. Цель изобретения - повышение качества изделия путем введения контроля за плотностью массы проволочных фильтров. Указанная цель достигается тем, что известное устроПство снабжено электромеханической системой контроля качества изделий, содержащей зубчатые диски, размещенные на одном валу с катушками с проволокой механизма додачи,бесконтактные датчики, логический блок контроля обрыва проволоки, блок управления и сигнализации, при этом бесконтактные датчики взаимодействуют с зубчатыми дисками и соединены со входом логического блока контроля обрыва проволоки, выход которого связан с блоком управления приводом механизма подачи проволоки. На фиг.1 изображена установка, общий вид; на фиг.2 - принципиальная схема логического блока контроля обрыва проволоки. Устройство содержит станину 1, в верхней части которой закреплены магазин 2 с расположенными в нем катушками 3 проволокой 4. На одном
валу с катушками расположены зубчатые диски 5, взаимодеПствующие с бесконтактными датчиками 6. В средней части станины расположен механизм 7 подачи и гибки проволоки, а также механизм 8 резки, соединенные гибкими связями 9 с приводом, состоящим из редуктора 10 и электродвигателя 11. Механизм 12 заполнения приемного лотка и регистрации расположен на основании станины 1. Копировальный механизм 13 закреплен на тележке 14, перемещающейся по траектории копира. Бесконтактные датчики б соединены с логическим блоком 15 конроля обрыва проволоки, выход которог связан с блоком 16 сигнализации и блоком 17 управления приводом механизма подачи и гибки проволоки,воздействующим на электродвигатель 11.
Логический блок 15 (фиг.2) контроля обрыва проволоки представляет собой набор каналов преобразования сигналов датчиков в сигнал управления и сигнализации. Количество каналов соответствует количеству катушек с проволокой. Один канал преобразованисигналов содержит преобразователь 18 импульсов в постоянное напряжение который через усилитель 19 связан с блоком 16 сигнализации и с формирователем 20 импульсов. Формировател 20 импульсов соединен с дизъюнктором 21, который через двоичный счетчик
22соединен с блоком 23 сравнения кодов, второй вход которого соединен с програмным устройством 24. Инверсный выход двоичного счетчика 22 соеднен с конъюнктором 25, выход которог соединен с R-входом триггера 26,
S - вход которого соединен с блоком
23сравнения кодов. Выход триггера 26.через усилители 27 и 28 соединен соответственно с блоком 16 сигнализации и приводом механизма подачи проволоки.
Устройство работает следующим образом.
Проволока 4 сматываясь с катушек 3 проходит через механизм 7 подачи и гибки, гофрируется в виде плоской синусоиды и поступает в механизм 8 резки, откуда падает в тару, где накапливается до заданного веса. При вращении зубчатого диска 5 (фиг.2 импульсы с датчика 6 поступают на преобразователь 18 импульсов, который преобразует их в напряжение постоянного тока. С выхода преобразователя 18 напряжение постоянного тока поступает на вход усилителя 19, загорается сигнальная лампа 29, сиг нализирующая о вращении катуткк и целостности проволоки. При этом сигнал на выходе формирователя импульсов 20 отсутствует. При обрыве проволоки катушка и зубчатый диск 5 останавливаются , исчезают импульсы на входе преобразователя 18 и сигнал
постоянного тока на его выходе. Сигнальная лампа 29 гаснет, сигнализируя об обрыве проволоки. При исчезновении сигнала постоянного тока на входе формирователя 20 импульсов, появляется импульс на его выходе, который - через дизъюнктор 21 поступает на счетный вход двоичного счетчика 22, производящего счет количества катушек с оборванной проволокой. Сигналы с выхода двоичного счетчика 22
О поступают на входы блока 23 сравнения кодов, где они сравниваются с сигналами программного устройства 24, закодированными двоичным кодом на допустимое число катушек с оборванной
5 проволокой, определяющее брак заготовки фильтра. При совпадении вышеуказанных сигналов появляется сигнал на выходе блока 23, который переводит триггер 26 в единичное состояние.
Q При этом появляется сигнал на выходе триггера 26 и на входе усилителя 27 загорается сигнальная лампа 30 блока 16 сигнализации и через блок 17 управления приводом механизма подачи проволоки, отключается электродвигатель 11. После устранения обрывов проволоки счетчик 22 путем подачи сигнала на R-вход устанавливается в исходное положение, триггер 26 черей конъюнктор 25 переводится в нулевое
0 положение, сигнальная лампа 30 гаснет, и через блок 17 управления приводом механизма подачи проволоки установка запускается в дальнейшую работу.
5 Таким образом, данное устройство осуществляет автоматический контроль за целостностью проволоки и отключение устройства в случае, если число оборванных проволок достигнет
д величины, приводящей к браку фильтров, и, тем самым, снижает брак при производстве изделий.
изобретения
Формула
45 Устройство для изготовления заготонок проволочных фильтров по авт.св .№ 665973, отличающееся тем, что, с целью повышения качества изделий, оно имеет электррмеханичес50 кую систему контроля качества изделий, содержащую зубчатые диски, размещенные на одном валу с катушками с проволокой механизма подачи, беско.тактные датчики, логический блок контроля обрыва проволоки, блок управления и блок сигнализации, при этом бесконтактные датчики взаимодействуют с зубчатыми дисками и соединены со входом логического блока контроля обрыва проволоки, выход которого свя60 зан с блоком управления механизма подачи проволоки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
65 № 665973 В 21 F 13/00, 1976.
19
16
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ДАВЛЕНИЕМ | 1989 |
|
SU1658510A1 |
| СПОСОБ АДАПТИВНОЙ АДРЕСНОЙ СИГНАЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2209468C2 |
| Устройство для сварки пакетов магнитопроводов электрических машин | 1986 |
|
SU1325626A1 |
| Устройство для сварки пакетов магнитопроводов электрических машин | 1988 |
|
SU1619368A1 |
| Устройство для контроля обрыва нитей | 1983 |
|
SU1158628A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Электропривод намоточного станка | 1983 |
|
SU1171944A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| ИМИТАТОР УГЛА ПОВОРОТА АНТЕННЫ РЛС | 1987 |
|
SU1841003A1 |