(54) ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ КРОВЕЛЬНЫХ ПОЛОС
I
Изобретение относится к полуавто магическим линиям, в частности к линиям сборки и окраски листовых материалов, преимущественно стальной кровли, и может быть использовано на ремонтно-строитьльных предприятиях для изготовления волнистых окрашенных или грунтованных полос кровли .необходимой длины.,
Наиболее близким техническим решением к изобретению является устройство, содержащее установленное в технологической последовательности технологическое -оборуцрвание, загрузочно-разгрузочные устройства и
рольганг 1.
Недостатком известного.технического решения является отсутствие возможности механической сборки листов в полосы.
Цель изобретения - повышение производительности.
Для достижения указанной цели рольганг выполнен в виде трех секций.
снабженных автономным приводом и управлением, причем начало второй секции рольганга сдвинуто в горизонтальной плоскости относительно первой секции, по крайней мере, на толщину листа.
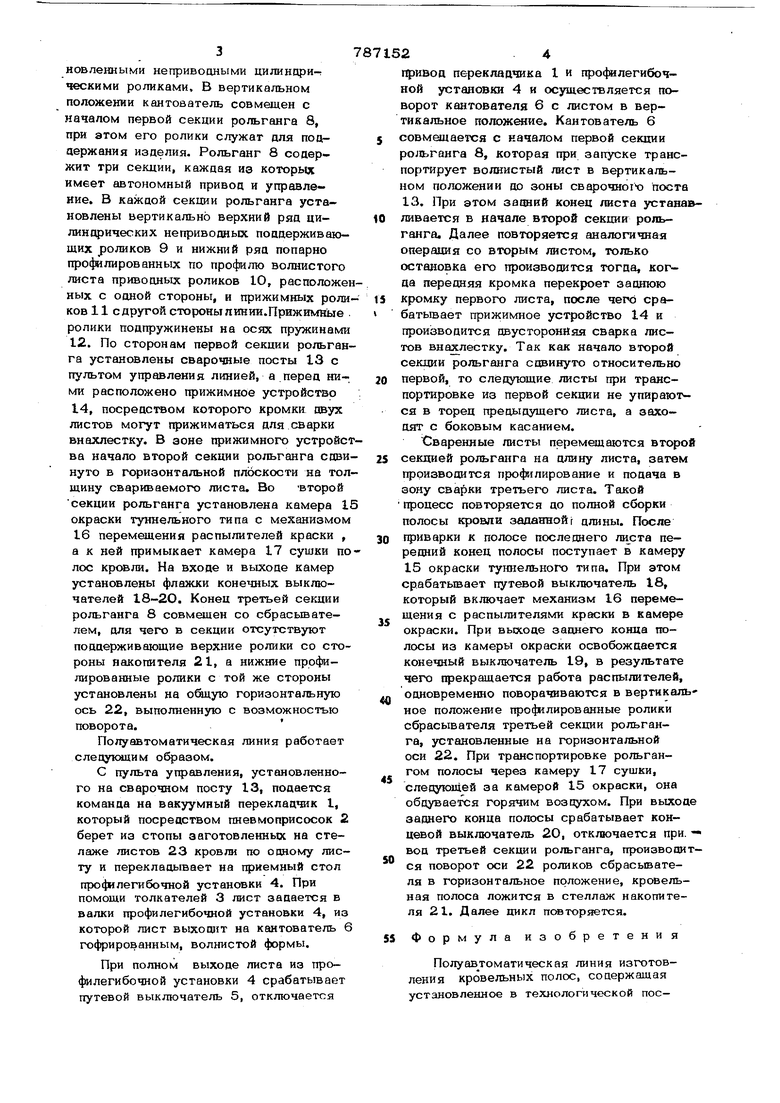
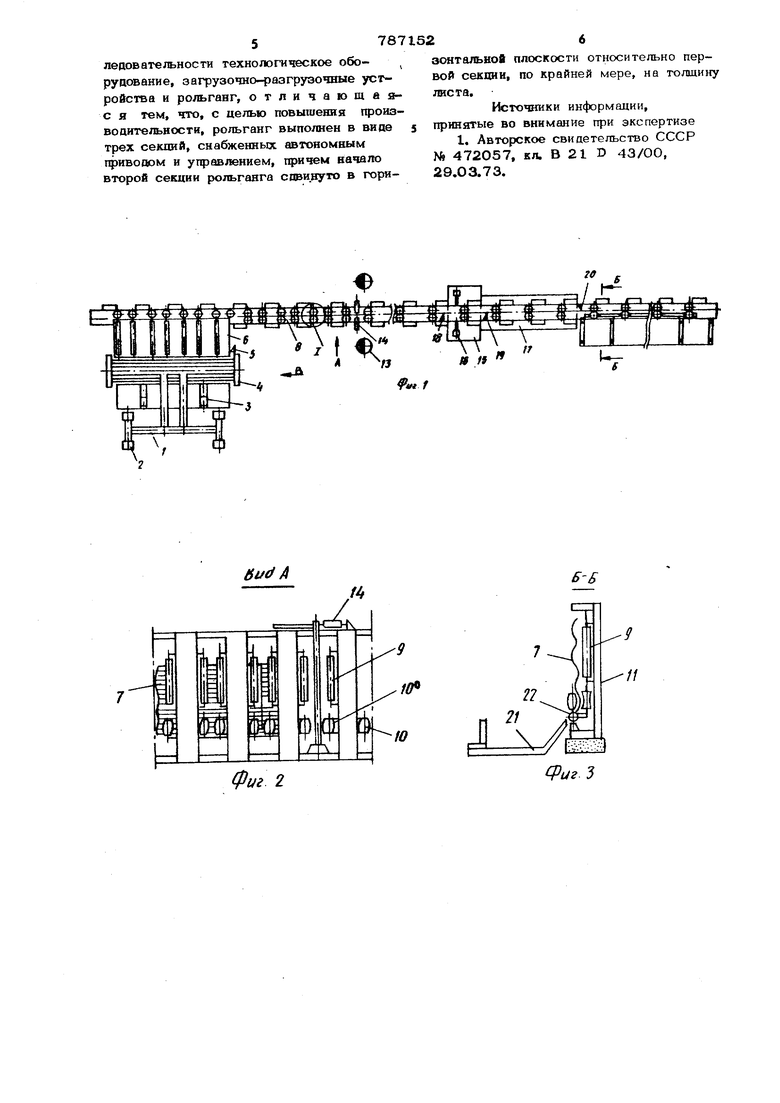
На фиг. I показана схема линии; на фиг. 2 - вид А на фиг. 1;на фиг. 3 - разрез Б-Б на фиг. I; на фиг.4 вид В на фиг. 1;на фиг. 5 - узел 1 на . 1.
Полуавтоматическая линия содержит установленные в технологической последовательности стеллаж для исходного стального листа (не показан), вакуумный перекладчик 1 с четырьмя вакуумными присосками 2, толкатели 3 на приемном столе просил легибочной установки 4, на выходе которой установлен флажок путевого выключателя 5, и кантователь 6 с профилирован- ным волнистым листом 7. Кантователь 6 выполнен в виде поворотной рамы от привода с параллельно установленными непривоцными цилинори-; ческими роликами, В вертикальном положении кантователь совмещен с началом первой секции рольганга 8, при этом его ролики служат для поааержания изделия. Рольганг 8 содержит три секции, каждая из которых имеет автономный привод и управление, В каждой секции рольганга установлены вертикально верхний ряд цилин фических неприводных поддерживающих роликов 9 и нижний ряд попарно профилированных по профилю волнистого листа приводных роликов Ю, расположе ных с одной стороны, и прижимных рол ков 11 с другой стороны линии.Прижимные ролики подпружинены на осях пружинам 12. По сторонам первой секции рольган га установлены сварочные посты 13 с пультом управления линией, а перед ними расположено прижимное устройство 14, посредством которого кромки двух листов могут прижиматься для сварки внахлестку. В зоне прижимного устройс ва начало второй секции рольганга сдв нуто в горизонтальной плоскости на то щину свариваемого листа. Во второй секции рольганга установлена камера 1 окраски туннельного типа с механизмом 16 перемещения распылителей краски , а к ней примыкает камера 17 сушки п лос кровли. На входе и выходе камер установлены флажки конечных выключателей 18-2О. Конец третьей секции рольганга 8 совмещен со сбрасьтателем, для чего в секции отсутствуют поддерживающие верхние ролики со сто роны накопителя 21, а нижние профилированные ролики с той же стороны установлены на общую горизонтальную ось 22, выполненную с возможностью поворота. Полуавтоматическая линия работает следующим образом. С пульта управления, установленного на сварочном посту 13, подается команда на вакуумный перекладчик I, который посредством пневмоприсосок 2 берет из стопы заготовленньк на стелаже листов 23 кровли по о оному лис ту и перекладывает на приемный стол профилегибочной установки 4. При помощи толкателей 3 лист задается в валки профилегибочной установки 4, из которой лист выходит на кантователь гофрированным, волнистой формы. При полном выходе листа из профилегибочной установки 4 срабатывает путевой выключатель 5, отключается 24 привод перекладчика 1 и профилегибочной установки 4 и осуществляется поворот кантователя 6 с листом в вертикальное положение. Кантователь 6 совмещается с началом первой секции pojtt raHra 8, которая при запуске транспортирует волнистый лист в вертикальном положении до зоны сварочногчз поста 13. При этом задний конец листа устанавливается в начале второй секции рольганга. Далее повторяется аналогичная операция со вторым /шстом, только остановка его производится тогда, когда передняя кромка перекроет задтою кромку первого листа, после чего срабатывает прижимное устройство 14 и прои;зводится двусторонняя сварка листов внахлестку. Так как начало второй секции рольганга сдвинуто относительно первой, то следугощие листы при транспортировке из первой секции не упираются в торец предыдущего листа, а заходят с боковым касанием. Сваренные листы перемещаются второй секцией рольганга на длину листа, затем производится профилирование и подача в зону сварки третьего листа. Такой процесс повторяется до полной сборки полосы кровли заданной г длины. После приварки к полосе последнего листа передний конец полосы поступает в камеру 15 окраски туннельного типа. При этом срабатывает путевой выключатель 18, который включает механизм 16 перемещения с распылителями краски в камере окраски. При выходе зацнего конца полосы из камеры окраски освобождается конечный выключатель 19, в результате чего прекращается работа распылителей, одновременно поворачиваются в вертикальное положение профилированные ролики сбрасывателя третьей секции рольганга, установленные на горизонтальной оси 22. При транспортировке рольгангом полосы через камеру 17 сушки, следующей за камерой 15 окраски, она обдувается горячим воздухом. При выходе заднего конца полосы срабатывает концевой выключатель 20, отклочается при. - вод третьей секции рольганга, производится поворот оси 22 роликов сбрасьшателя в горизонтальное положение, кровельная полоса ложится в стеллаж накопителя 21. Далее цикл повторяется. Формула изобретения Полуавтоматическая линия изготовления кровельных полос, содержащая установленное в технологической пос-
ледовательности технологическое оборуаование, загрузочно-разгруэочные устройства и рольганг, отличающаяс я тем, что, с целью повышения производительности, рольганг выполнен в виде трех секций, снабженных автономным приводом и управлением, причем начало второй секции рольганга сдви.нуто в горизонтальной плоскости относительно первой секции, по крайней мере, на толщину листа.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NJ 472057, кл. В 21 D 43/ОО, 29.03.73.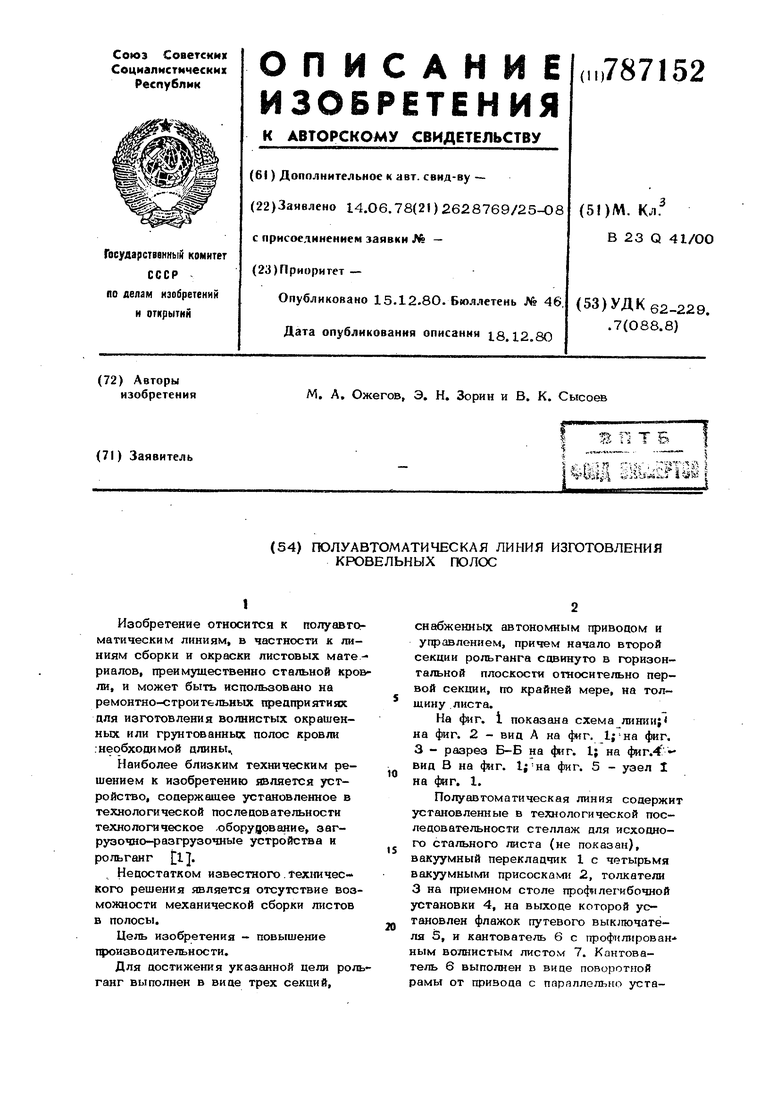
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| Линия отделки щитовых деталей лакокрасочными материалами | 1984 |
|
SU1266814A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Линия для распаковки листовых протектированных материалов | 1981 |
|
SU952680A1 |
| СПОСОБ МОНТАЖА МЕТАЛЛИЧЕСКОЙ СКАТНОЙ КРОВЛИ ИЗ ПРОФИЛИРОВАННЫХ ЛИСТОВ | 2000 |
|
RU2183235C2 |
Kud А
фиг 2
6-
Фиг 3
787152
Вид S
