Известно устройство для аблуживания торцов цилиндри1чес«их радиодеталей, наадример сещий конд&нсато ров, содержащее транспортирующий стол с рас|положен(ным:и на ра бочих позициях захват|НЫ1МИ приспосо1блен1ИЯ|Ми в виде шпиндельных голово.к с цанговы-ми зажиMaiMH, ваины с припоем, она-бженные вращающимися IB 1нем роликами., и привоДНой меха«ИЗ)М.
Цель изобретения - павъгще.нке произ-водительности устройства. Достаигаетоя она тем, что иод тралопцртирующим столом размещен аналогичный дополнительный стол с автономным прцводнЫМ iMexaiH«3iMOM та1КИ1м образом, что 1на одной из позиций оси их шпиндельных головок совпадают. В п;рост1ранстве между каналами шпиндельных головок установлен взаИ1модействующий с yinopiaiMw дололнительного стола кантователь деталей в виде диска с гнездами, а на осях приводных механизмов СТОЛОВ эксцентрично укреплены диски, управляющие работой шпиндельных головок.
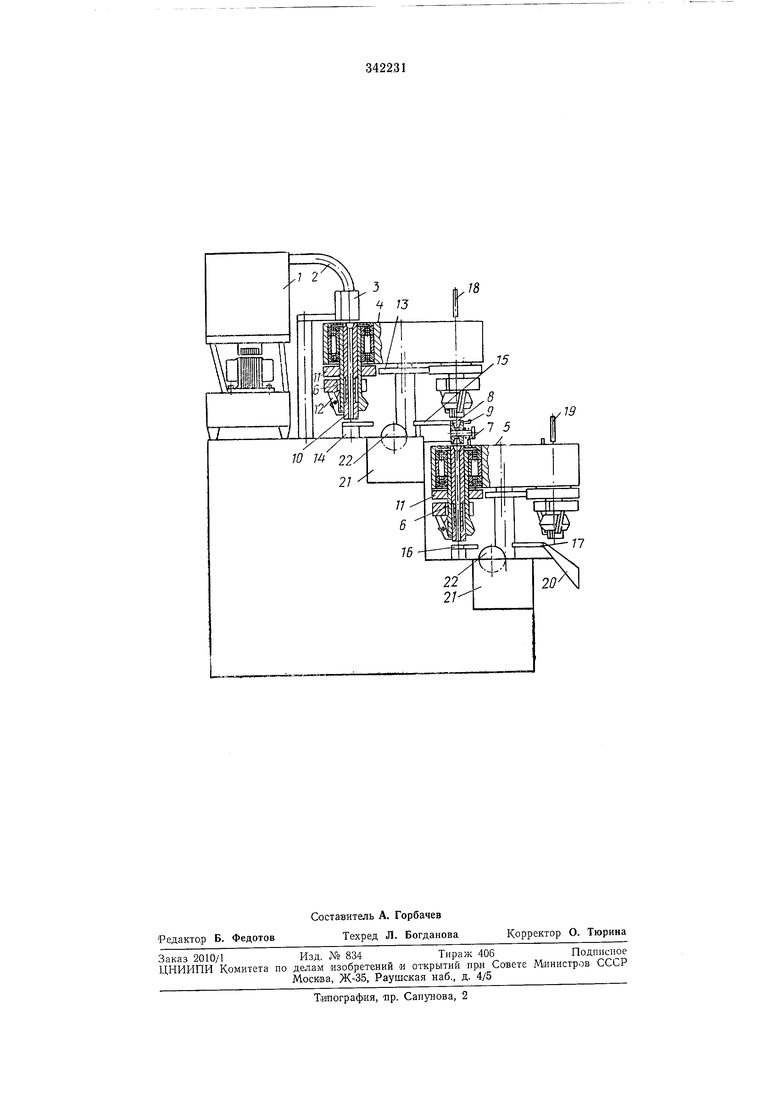
Устройст1во изображено на чертеже.
:К вибробункеру / подведена трубка 2 загрузочного уст|ройства 5.
На валах редуктора укреплены ве|рх,ний ротор 4 и ниж1НИЙ ротор 6, синхрОНно вращающиеся iB одну стороау. На верхнем роторе 4 установлены шпиндели 6. На нижнем роторе установлены такие же Шпи вдели и упоры 7.
На стани,не укреплен мехаНИ31М 8 перегрузки с ynoipaiMH 9.
Шпи.ндель 6 имеет цангу 10 с отверстием, щдаив У/ и три рычага 12 с грузами. Эксцентрично оси вращения каждого ротора установлены резиновые диски 13, получающие вращение от редуктора.
При вращении роторов 4 к 5 щкив // шшинделя 6 в олределеннОМ месте в-ходит в контакт с дисками 13, благодаря экс|цбнт р|ичному расположению дисков относительно роторов, и щтиндель 6 получает вращение. При дальнейщем вращении роторов щкив выходит из контакта с дисками, и Щ|пиндель останавливается. В местах загрузки, передачи и выгрузкИ секций установлены планки 14-17 и трубки 18, 19 пневмосистемы устройства, укрепленные на станине.
На станине укреплены также лоток 20 для сброса облуженных секций и две ванны 21 с (расплавленнью притоем. На даалу редуктора ванны укреплен ролик 22, погруженный в расплавленный припой.
Для разогрева припоя служит электронагреватель, а заданная температура припоя поддерживается авто матически электроаппаратурой устройства.
до упора .в в.ерх«ий ротор 4. При ;враще.нИИ ротора 4 секция под действием силы тяжести и давления воздуха (из загрузочного устройства 3 ладает в отверстие цан-пи 10 до yinopa в плавку 14. В этом положении шпиндель 6 не вращается, а отверстия загрузочного устройства и цаипи соосны.
Затем шкив // икодит в контакт с диском 13, и шпиндель 6 получает вращение. При этом рычаги 12 под действием центробежных сил грузов зажимают секщию в данге 10.
Вращающаяся секция, траиспортируемая ротором мимо ролика 22, касается его, и торец секции облужииается.
После ЭТО.ГО шкив 11 выходит из контакта с lAMdKOiM 13 (ДИСКИ, ра|аположе|ны иа| эксцеитричной оси относительно роторов), шпиндель 6 прекращает (вращение и, соответсгвенно, прекращается действие центробежных сил рычагов 12. Секция осво бождается и онуокается до упора iB планку 15.
При совпадении отверстий в цанге 10 и механизме перегрузки ..дод дейСтвием собст|вен1ной тяжести и воздуха, поступающего из т|рубкй Г,У|1 с1дает IB отверстие механиз1ма лерегрузиИ 8.
При вращении нижнего ротора 5 упоры 7, воздеЙ Ствуя ,на упоры 9, поворачивают механизм перегрузки 8, и секция под дейсдаием со|б1ственной тяж-есри и давления воздуха из механизма перегрузки падает незалуженным торцом В1НИЗ IB отверстие цангй 6 щпинделя Нижщего ротора до упора в лланку 16.
Вращение, зажим, лужение и освобождение севдции в нижнем роторе 5 происходят так же, как в верхнем роторе 4.
По окончании облуживания скользящая по планке 17 секция под дейст|вием своей тяжести и давления воздуха из трубки 19 падает в лоток 20.
Процесс облуживания протекает непрерывно.
Предмет изобретения
Устройство для облуживания торцов цилиндрических радиодеталей, например секций
конденсаторов, содержащее транспортирующий стол с расположенными на рабочих позициях захватными приспособлениями в виде плпиндельных 1головок с цанговыми зажимами, ван1ны с припоем, снабженные вращающимися
В нем роликами, и приводной механизм, отличающееся тем, что, с целью повышения произвадителыности устройства, под тра1Напортирующим столом размещен аналогичный дополнительный стол с автономным приводным механизмом таким образом, что на одной из позиций оси ий ш ггвндельных головок совпадают, причем в |прост1ранстве между каналами шпиндельных головок установлен взаимодействующий с упорами дополнительного стола кантователь деталей в виде диска с гнездами, а на осях П|ри1водных механизмов столов эксцентрично укреплены диски, управляющие работой шпиндельных головок.
/8
19

| название | год | авторы | номер документа |
|---|---|---|---|
| к АВТОРСКОМУ СВИДЕТЕЛЬСТВУс присоединением заявки jY» —Приоритет —Опубликовано 20.ХП.1973 Бюллетень Л9 3Дата оп\'бликования описания 23.III.1973М. Кл. Н 05k 13/00УДК 621.315.687.6. .002.5(088.8) | 1973 |
|
SU363230A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| Автоматическое устройство для изготовления радиодеталей | 1974 |
|
SU548390A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Рабочий ротор | 1989 |
|
SU1717316A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |