ки напряженное состояние смеси (а следовательно,твердость и прочность) может быть на 70-75% меньше, чем У поверхностей лада и набивки опок«. Зона менее уплотненной смеси ограничена равнобедренным треугольником, основание которого - боковая стенка опоки 1 и 2.
Недостатком этих опок является то,.что уплотненная в них формовочная смесь имеет еизкую прочность по внутреннему периметру боковых стенок что ухудшает сцепление формовочной смеси с опокой и приводит к браку отливок.
Известна опока для вакуумной формовки, содержащая стенки и систему вентиляции формы, сообщенную с источником вакуума, боковые стенки корпуса перпендикулярны плоскостям лада и набивки опоки. Внутри с.тенок выполнены полости, образующие систему вентиляции. Полости системы вентиляции разделены от рабочей полости апоки перегородками, выполненными Из перфорированного листа с фильтром З и 4. .
Недостатком известной опоки является то, что уплотненная в ней формовочная смесь имеет низкую прочность по внутреннему периметру боковых ее стенок, что ухудшает сцепление формовочной смеси с опокой и приводит к браку отливок. Низкая прючность смеси обусловлена вышеуказанными причинами.
Цель изобретения - повышение прочности формы по внутреннему периметру опоки, т.е. равномерное распределение прочности смеси по всему объему формы.
Указанная цель достигается тем, что стенки опоки выполнены с наклоном (выпуклыми) внутрь опоки и образуют с поверхностью набивки или лада угол 40-50°. При таком исполнении опоки нормальная составляющая (R) от разрежения в форме (&) на боковой (выпуклой) стенке опок может, быть вычислена по правилу паралле-. лограмма по следуквдей формуле
.R 6 -cosdl.-(0,i5-0,3)6 ,
где db - угол наклона боковойстенки к поверхности разъема опо- . ки;
((f,250,3)6,,- боковое давление.
Максимальное давление «абоковую стенку (Впгб), а следовательно, и максимальное напряженное состояние , смеси достигается при « 42 30 . С-учетом колебаний коэффициента бокового давления в зависимости от физико-механических характеристик смеси), угол наклона можно принять равным 45±5. Следует отметить, что положительный эффект достигается нри любом угле наклона боковых стенок, если они выпуклы внутрь рабочей полости опоки. Угол наклона 45 выбран изг условия простоты реализации изобретения (стандартный прокат изготавливается с углом ЭО), а также потому-, что самым pac-t, пространенным формовочным материалом является кварцевый песок (,25
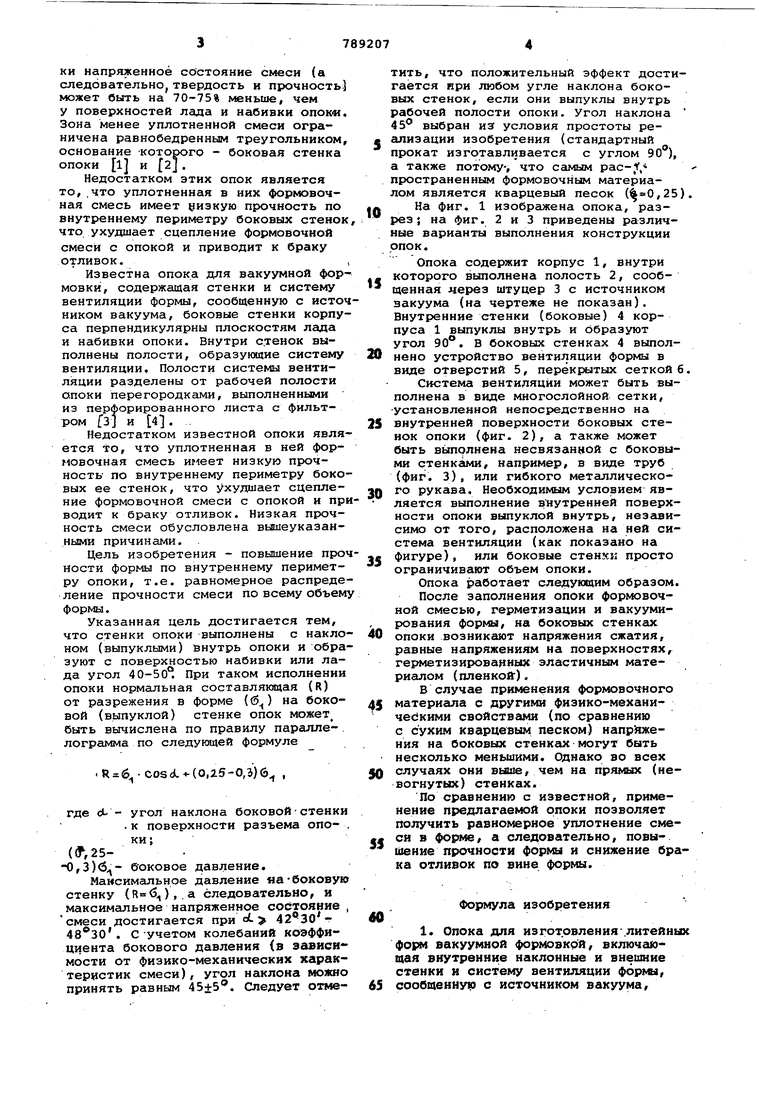
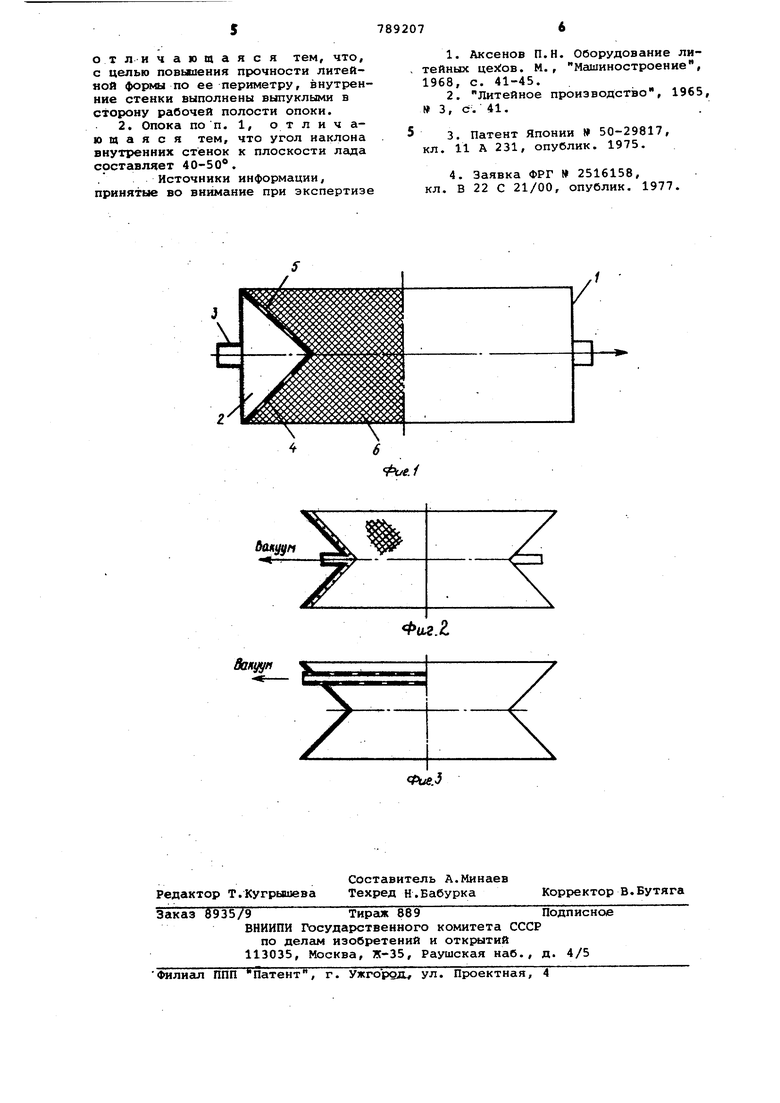
На фиг. 1 изображена опока, разрез 5 на фиг. 2 и 3 приведены различные варианты выполнения конструкции опок,
Опока содержит корпус 1, внутри которого выполнена полость 2, сообщенная через штуцер 3 с источником вакуума (на чертеже не показан). Внутренние стенки (боковые) 4 корпуса 1 выпуклы внутрь и образуют угол 90. В боковых стенках 4 вьтолнено устройство вентиляции формы в виде отверстий 5, перекрытых сеткой
Система вентиляции может быть выполнена в виде многослойной сетки, установленной непосредственно на внутренней поверхности боковых стенок опоки (фиг. 2), а также может быть Бьтрлнена несвязанной с боковыми стенками, например, в виде труб (фиг. 3), или гибкого металлического рукава. Необходимым условием является выполнение внутренней поверхности опоки выпуклой внутрь, независимо от того, расположена на ней система вентиляции (как показано на фигуре), или боковые cTeHKSi просто ограничивают объем опоки.
Опока работает следующим образом.
После заполнения опоки формовочной смесью, герметизации и вакуумирования формы, на боковых стенкг1Х опоки возннкают напряжения сжатия, равные напряжениям на поверхностях, ге тетизированных эластичным материалом (пленкой).
В случае применения формовочного материала с другими физико-механичес кими свойствами (по сравнению с сухим кварцевым песком) напр гшения на боковых стенках могут быть несколько меньшими. Однако во всех случаях они выше, чем на прямых (невогнутых) стенках.
По сравнению с известной, применение предлагаемой опоки позволяет получить равномерное уплотнение смеси в форме, а следовательно, повышение прочности формы и снижение брака отливок по вине формы.
Формула изобретения
1. Опока для изготовления .литейных форм вакуумной формовкрй, включающая внутренние наклонные и внешние стенки и систему вентиляции формы, сообщенную с источником вакуума.
отличающаяся тем, что, с целью повышения прочности литейяой формы по ее периметру, внутренние стенки выполнены выпуклыми в сторону рабочей полости опоки.
2. Опока по п. 1, отличающаяся тем, что угол наклона внутренних стенок к плоскости лада составляет 40-50.
Источники информации, принятые во внимание при экспертизе
1.Аксенов П.Н. Оборудование ли, тейных . М. , Машиностроение,
1968, с. 41-45.
2. Литейное производство, 1965, 3, с. 41.
5 3. Патент Японии 50-29817, кл. 11 А 231, опублик. 1975.
4. Заявка ФРГ 2516158, кл. В 22 С 21/00, опублик. 1977.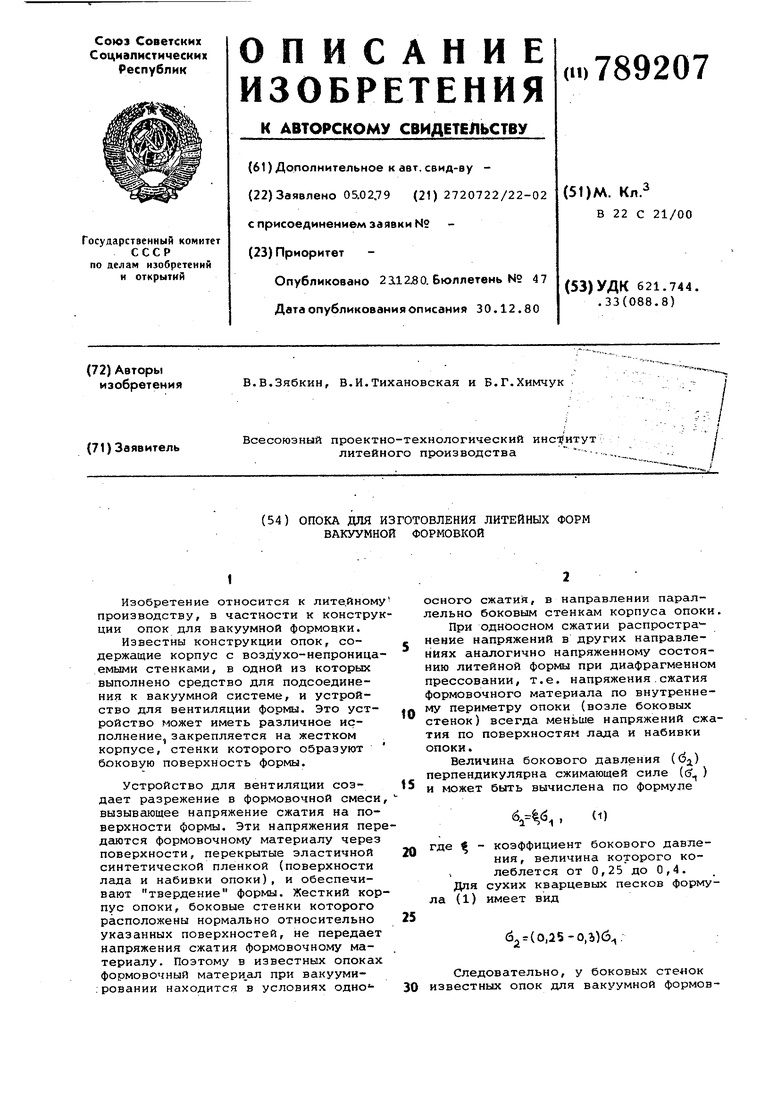
| название | год | авторы | номер документа |
|---|---|---|---|
| Опока для изготовления литейной формы вакуумной формовкой | 1977 |
|
SU869938A1 |
| ОПОКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 2006 |
|
RU2335374C2 |
| ЛИТЕЙНАЯ ФОРМА | 1993 |
|
RU2089329C1 |
| Опока для вакуумной формовки | 1986 |
|
SU1355352A1 |
| Литейная форма | 1982 |
|
SU1066721A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423264A1 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Устройство для заполнения песком опоки | 1983 |
|
SU1130430A1 |
/
ваяуун
