Изобретение относится к литейному производству, в частности к конструкции опок для вакуумно-пленочной формовки.
Известны конструкции опок [1], корпус которых содержит внутреннюю полость, выполненную по всему периметру опоки, и которая через отверстие в цапфах посредством гибкого вакуумпровода соединяется с вакуумирующей системой. Во внутренних вертикальных стенках опоки выполнены окна с фильтрующими элементами, через которые посредством внутренней полости в стенках опок, отверстий в цапфах, гибкого вакуумпровода и вакуумирующей системы создается разрежение ΔР в песчаном наполнителе формы, придавая ему некоторую прочность, характеризуемую его напряженным состоянием.
Это напряженное состояние обеспечивается одноосным, одновременным, двухсторонним сжатием со стороны атмосферного давления в виде равномерно распределенной нагрузки, действующей на песчаный наполнитель формы через полимерную пленку, ограничивающую форму со стороны ее лада и контрлада. При этом распределение главных больших (сжимающих) напряжений в массиве песчаного наполнителя, подобно распределению напряжений в песчано-глинистой форме при двухстороннем последовательном прессовании [2], подчинено экспоненциальной зависимости, описываемой в [3] и зависит от величины разрежения ΔР, создаваемого вакуумирующей системой. Критерием прочности песчаного наполнителя вакуумно-пленочной формы является точка перегиба кривой распределения напряжений по высоте формы. В указанной точке как главные большие σ1, так и главные меньшие σ2 напряжения имеют минимальное значение.
Известно [4], что главные меньшие напряжения σ2 связаны с главными большими σ1 зависимостью:

где ξ - коэффициент бокового давления, который в сыпучих средах может достигать значения 0,4.
В свою очередь σ2, действуя на стенки опоки, обуславливает наличие силы трения в паре стенка опоки - песчаный наполнитель, которая удерживает вес песка в опоке в статическом состоянии и может быть определена по формуле:

где f - коэффициент трения в паре стенка опоки - песчаный наполнитель.
При вертикальных стенках опоки (α=0) сила трения имеет минимальное значение.
Недостатком этих опок (опок с вертикальными стенками) является то, что для удержания в них веса песчаного наполнителя в статическом состоянии необходимо создать в нем разрежение ΔР, которое сформировало бы в песке такие главные меньшие напряжения σ2, которые, в свою очередь, в паре стенка опоки - песчаный наполнитель, вызовут действие сил трения, способных удержать вес песка в статическом состоянии. При этом, чем больше габариты опоки, тем большее разрежение необходимо создать в песчаном наполнителе формы, так как его вес при этом увеличивается. Однако увеличение величины разрежения как технологического фактора отрицательно сказывается на качестве отливок [5].
Известна опока [6], которая по технической сущности и назначению наиболее близка к заявляемому техническому решению и принята за прототип, корпус которой содержит внутренние вертикальные стенки, внутри корпуса по всему периметру опоки выполнена внутренняя полость, которая посредством отверстия, выполненного в цапфе, и гибкого вакуумпровода соединяется с вакуумирующей системой. Во внутренних стенках опоки выполнены окна с фильтрующими элементами, через которые посредством внутренней полости в стенках опоки, отверстий в цапфах, гибкого вакуумпровода и вакуумирующей системы создается разрежение в песчаном наполнителе формы. Внутренние стенки указанной опоки выполнены вертикальными.
Недостатком известной опоки является то, что вес песчаного наполнителя, засыпанного в опоку, удерживается в статическом состоянии только за счет сжимающей разности давлений ΔР - атмосферного и остаточного в поровом объеме наполнителя.
Известно, что основным силовым фактором, удерживающим вес песчаного наполнителя в опоке, предназначенной для вакуумно-пленочной формовки, является сила трения. Поскольку внутренняя стенка известной опоки вертикальна, то компонента от действия веса песчаного наполнителя не принимает участия в формировании главных меньших напряжений σ2, соответственно и сила трения в паре стенка опоки - песчаный наполнитель от данной составляющей отсутствует. Для удержания общего веса песчаного наполнителя в известной опоке при прочих равных условиях необходимо создать повышенное разрежение ΔР, что отрицательно скажется на качестве отливок.
Техническим результатом заявляемого изобретения является снижение величины разрежения в поровом объеме песчаного наполнителя вакуумно-пленочной формы при сохранении ее прочности, что приводит к повышению качества отливок.
Указанный результат достигается тем, что в опоке для изготовления литейных вакуумно-пленочных форм, содержащей корпус с внутренними полостями по всему периметру, лад, образующие рабочую полость внутренние вертикальные стенки с окнами и фильтрующими элементами, цапфы с отверстиями для соединения с вакуумирующей системой, внутренние стенки от середины их высоты ±10% выполнены с наклоном к центру плоскости лада.
Кроме того, нижние части внутренних стенок опоки наклонены к вертикали под углом 15-25°.
При такой геометрии внутренних стенок опоки в формировании сил трения в паре стенка опоки - песчаный наполнитель участвуют компоненты главных меньших напряжений σ2. Эти напряжения действуют в «скелете» песчаного наполнителя, а их величина зависит от сжимающих главных больших напряжений σ1, которые представлены в выражении (2) первым слагаемым. При этом величина напряжений σ1 обуславливается величиной разрежения ΔР. Кроме этого, на величину указанной силы трения будет оказывать влияние и составляющая от веса песчаного наполнителя в опоке, которая входит в выражение (2) вторым слагаемым. Таким образом, величина силы трения на стенках опоки с наклоном от вертикали к центру плоскости лада будет складываться из компонент двух силовых факторов - главных меньших напряжений σ2 и горизонтальной составляющей от веса песчаного наполнителя, засыпанного в опоку. Предлагаемая опока с изменяющейся геометрией внутренней стенки, выполненной наклонной к центру плоскости лада от точки, находящейся в диапазоне середина высоты опоки ±10%, позволяет снизить величину разрежения ΔР при прочих равных условиях по сравнению с опокой с вертикальными стенками на 20-25%, что позволяет повысить качество отливок без потери прочностных свойств самой формы.
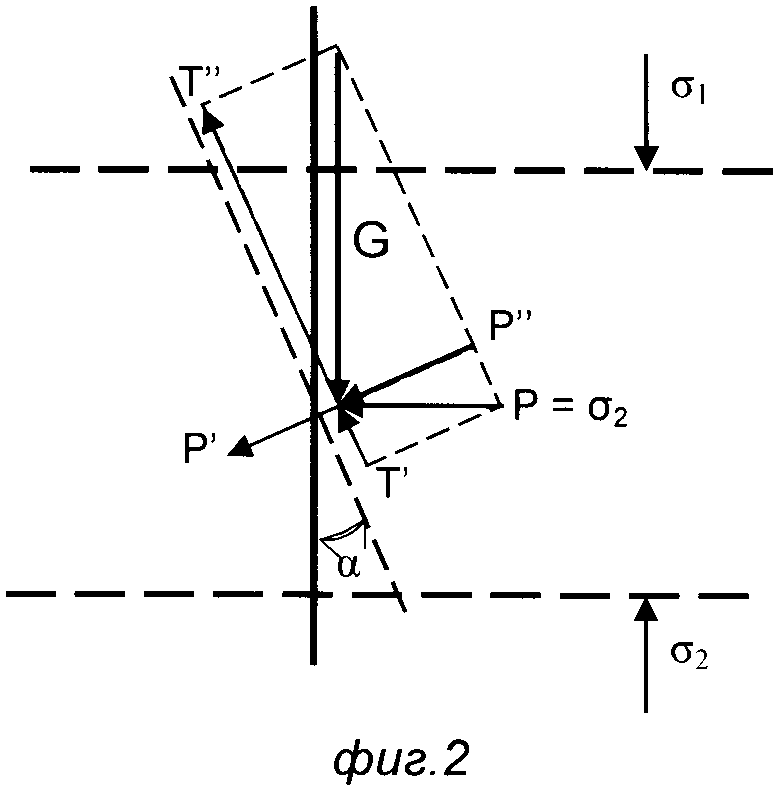
Изобретение поясняется чертежами. На фиг.1 представлена опока в разрезе, на фиг.2 - схема сил, действующих на наклонную стенку опоки со стороны песчаного наполнителя, где
G - вес наполнителя,
Р - сила действия наполнителя на вертикальную стенку,
Р' - нормальная составляющая веса наполнителя на наклонную стенку,
Р" - нормальная составляющая от σ2 или главного меньшего напряжения,
Т' - касательная составляющая на наклонную стенку от действия σ2,
Т" - касательная составляющая на наклонную стенку от веса наполнителя G.
Опока содержит корпус 1, внутри которого по его периметру выполнена полость 2, сообщающаяся через отверстие 3 в цапфах 4 с вакуумирующей системой (не показана). Внутренние стенки опоки, содержащие вертикальные части 5 и наклонные части 6 образуют рабочую полость для размещения песчаного наполнителя. Наклонные части 6 внутренних стенок 1 от середины высоты опоки ±10% выполнены с наклоном к центру плоскости лада 7. Наклонные части 6 внутренних стенок наклонены к вертикали под углом 15-25° в частном случае выполнения опоки. В вертикальных частях 5 и наклонных частях 6 внутренних стенок опоки выполнены окна 8 с фильтрующими элементами (не показаны). Через окна 8 с фильтрующими элементами посредством внутренней полости 2 в корпусе опоки 1, отверстий 3 в цапфах 4 вакуумирующей системой создается разрежение ΔР в поровом объеме песчаного наполнителя, размещенного в рабочей полости опоки. Объем опоки замыкается контрладом 9.
Опока работает следующим образом. После заполнения опоки 1 песчаным наполнителем, герметизации ее лада 7 и контрлада 9 полимерными пленками вакуумирующей системой через полость 2 в стенках опоки, отверстие 3 в цапфе 4 и окно 8 с фильтрующими элементами во внутренних стенках опоки в поровом объеме песчаного наполнителя создается разрежение ΔР. Разрежение ΔР формирует главные меньшие напряжения σ2 на вертикальных 5 и наклонных 6 частях внутренних стенок опоки. Величина напряжений σ2 зависит от величины главных больших напряжений σ1 (см. уравнение (1)), нормальных к горизонтальным поверхностям лада 7 и контрлада 9, которые зависят от величины разрежения ΔР. Кроме этого, на наклонную часть 6 внутренней стенки опоки будет действовать компонента от силы веса песчаного наполнителя (см. фиг.2).
Суммарное действие от компонент σ2 и веса песчаного наполнителя формы формирует максимальное значение силы трения на наклонной части внутренних стенок опоки (см. уравнение (2)), что при прочих равных условиях в сравнении с опоками с вертикальными внутренними стенками и с опокой с выпуклыми во внутрь стенками позволяет уменьшить величину разрежения в поровом объеме песчаного наполнителя формы на 20-25% и 30-42% соответственно.
Уменьшение величины разрежения ΔР в предлагаемой опоке при сохранении необходимой прочности песчаного наполнителя вакуумно-пленочной формы позволяет уменьшить (исключить) вероятность появления брака отливок, в частности, по газовым дефектам и пригару из-за неоправданно завышенной степени разрежения.
Использованные источники
1. Минвев А.А., Ноткин Е.Б., Сазонов В.А. Вакуумная формовка. - М.: «Машиностроение». 1984, с.138.
2. Рабинович Б.В. Последовательное прессование. «Литейное производство», №4, 1974, с.27.
3. Иванов В.В. Критерии оценки прочности вакуумно-пленочных форм. «Литейное производство», 1993, №10, с.22.
4. Цытович Н.А. Механика грунтов. - М.: «Высшая школа», 1979, с.115.
5. Иванов В.В. и др. Брак отливок, изготавливаемых в вакуумно-пленочных формах, и меры по его предупреждению. «Литейное производство», 2005, №5, с.20.
6. Литейное производство: Учебник для металлургических специальностей вузов. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1987, с.96, рис.40.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления безопочных литейных форм вакуумной формовкой | 1990 |
|
SU1766587A1 |
| Опока для вакуумной формовки | 1978 |
|
SU846069A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| Опока для вакуумно-пленочной формовки | 1980 |
|
SU959898A1 |
| СПОСОБ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020027C1 |
| Опока для вакуумной формовки | 1986 |
|
SU1355352A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| Способ изготовления литейных форм | 1982 |
|
SU1289587A1 |
| Способ изготовления форм вакуумной формовкой | 1984 |
|
SU1166884A1 |
Изобретение относится к литейному производству. Опока содержит корпус с внутренними полостями по всему периметру, внутренние стенки с окнами и фильтрующими элементами, цапфы с отверстиями для соединения с вакуумирующей системой. Внутренние стенки образуют рабочую полость. Части внутренних стенок выполнены с наклоном от точки, находящейся в диапазоне середина высоты опоки ±10%. Части внутренних стенок наклонены к центру плоскости лада под углом 15-25°. Достигается снижение величины разрежения в вакуумно-пленочной форме с обеспечением требуемой прочности формы и повышение качества отливок. 1 з.п. ф-лы, 2 ил.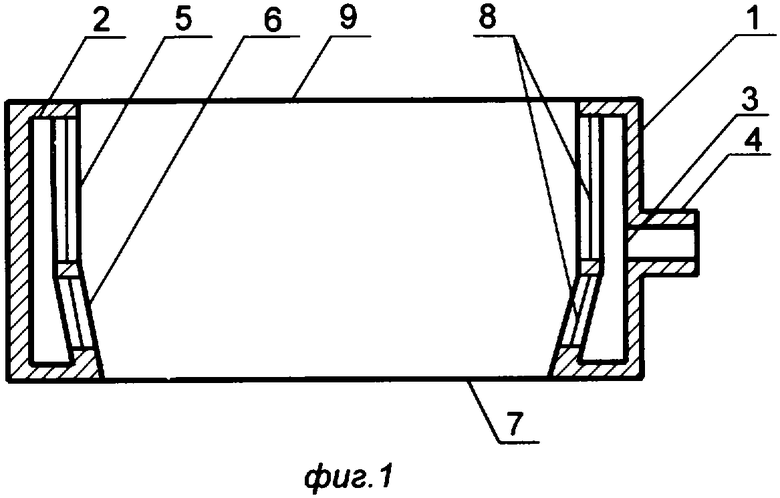
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Опока для изготовления литейных форм вакуумной формовкой | 1978 |
|
SU766734A1 |
| СПОСОБ И УСТРОЙСТВО КОДИРОВАНИЯ С ИСПРАВЛЕНИЕМ ОШИБОК | 2007 |
|
RU2408979C2 |
| Опока для вакуумной формовки | 1983 |
|
SU1296281A1 |

