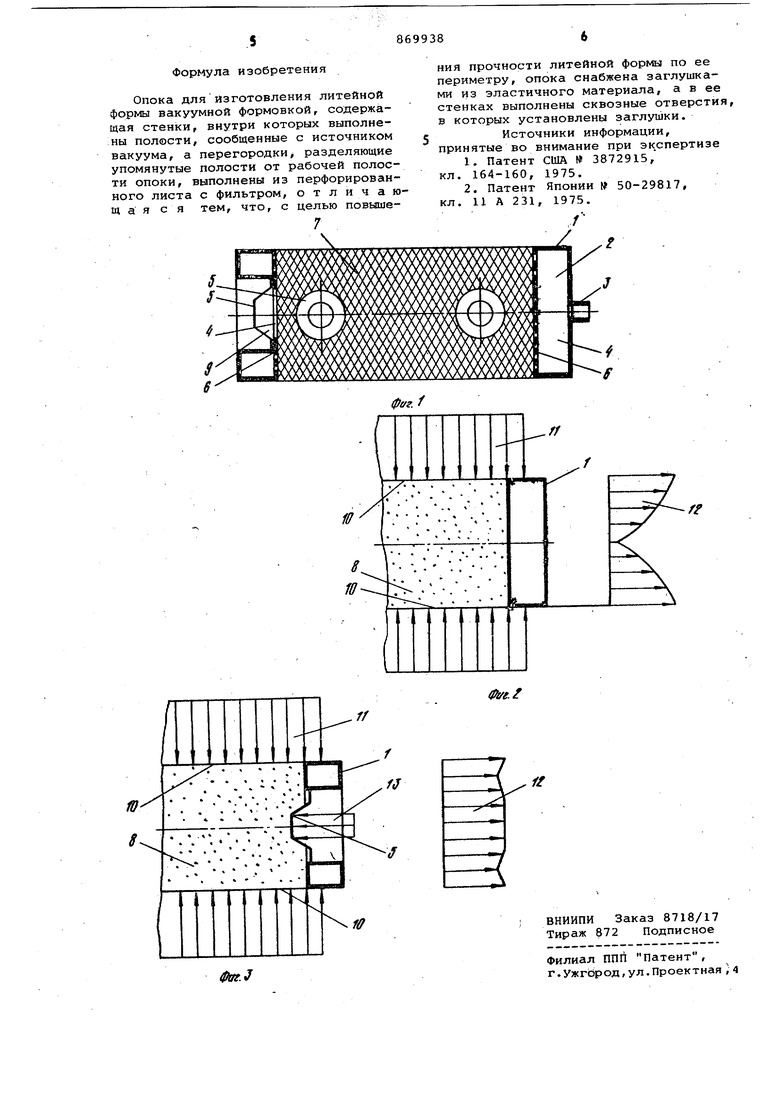
Изобретение Относится к области литейного производства, в частности к конструкции опок для вакуумной формовки. Известны конструкции опок, содержащие корпус с воздухонепронидаемыNM стенками, в одной из которых выполнено средство для подсоединения к вакуумной системе, и устройство для вентиляции формы. Это устройство может быть выполнено в виде перфорированных труб, обмотанных сеткой 1 Во всех случаях устройство вентиляции позволяет произвести вакуумированйе материсша формы и создать перепад давлений между поверхностью формы и ее внутренним объемом. Благодаря применению зластичной синтетической пленки, перекрывающей лад и нтрлад формы, на указанных.поверхностях возникают напряжения, передаваемые сыпучему материалу формы (сухому кварцевому песку). Резко воз растает трение между зернами песка, что способствует твердению формы.. Величина вакуума в форме лимитир ет напряженное состояние смеси и определяет физико-механические свойства формы.. Чем меньше остаточное дав ление в форме, тем выше прочностные характеристики формовочной смеси. Корпус опоки выполняется жестким, т.к. по условиям опочной формовки, корпус должен быть достаточно жестким и прочным, чтобы противостоять силовым нагрузкам при формовке, транспортировке , сборке форм и обеспечивать точное ориентирование опоки в пространстве, например, при сборке модельНО-опочного комплекта. Жесткий корпус опоки только воспринимает нагрузку сжатия (за счет переп-ада давлений) , но не передает ее смеси формы, т.е. при вакуумной формовке в известных опоках смесь находится в условиях одноосного сжатия, нормально к заду опоки. При этом распространение напряжений сжатия в других направлениях аналогично напряженному состоянию литейной формы при диафрагменном прессовании, т.е. напряжение сжатия формовочного материала по внутреннему периметру опоки (возле боковых стенок) всегда меньше напряжений сжатия по ладу и контрладу формы и достигают минимальной величины на расстоянии, равном половине высоты опоки. Смесь в вакуумной опоке удерживается за счет сцепления материала формы (квар.цевого песка) с боковыми стенками опоки. Величина сцепления зависит от напряжений сжатия формовочной смеси вдоль боковых стенок опоки. С увеличением высоты опоки (формы) ухудшается сцепление смеси с опокой (из-за уменьшения напряженного состояния смеси около боковых сте нок опоки). Одновременно увеличивает ся удельная гравитационная нагрузка на единицу боковой поверхности опоки. При равенстве величин сцепления и гравитационной нагрузки происходит проседание или обвал формы, ч.то приводит к искажению плоскостности лада формы и в конечном итоге к браку отливок. Известна опока для вакуумной формовки, содержащая стенки, внутри которых выполнены полости, сообщенные в источником вакуума, а перегородки разделяющие упомянутые полости от рабочей полости опоки, выполнены из перфорированного листа с фильтpoмf2 Недостатком известной опоки является то, что уплотненная в ней формовочная смесь имеет низкую проч ность по внутреннему периметру боковых ее стенок, что ухудшает сцепление формовочной смеси с опокой и пр водом к браку отливок. Целью изобретения является повышение Прочности формы по ее перимет ру. Это достигается тем, что опока снабжена заглушками из эластичного материала, а в ее-стенках выполнены сквозные отверстия, в которых установлены заглушки. Посредством этих отверстий внутренний объем опоки сообщается с атмосферой, В отверстиях установлены заглушки, поэтому наличие отверстий в боковых стенках опоки не нарушает герметичности внутреннего объема опоки. В то же время, выполнение за лушек из эластичного материала позволяет передать атмосферное давление формовочной смеси т.е. создает j напряженноесостояние Смеси со стороны боковых стенок опоки. Таким об разом, в предлагаемой опоке смесь сжимается в трех направлениях (условия всестороннего сжатия). Некоторая потеря прочности корпусом опоки из-за выполнения отверсти .в боковых стенках может быть легко компенсирована известными приемами. На фиг. 1 схематически изображена tonoKa, разраз; на фиг. 2 - графическое изображение напряженного сортояния формы, изготовленной в из вестной опоке; на фиг. 3 - то же,в описываемой опоке. Опока содержит стенки 1, внутри которых выполнена полость 2, сообщенная через штуцер 3 с источником вакуума (на чертежах не показан.). В стенках 1 выполнены о верстия 4, за рытые заглушками 5 из эластичного материала. Перегородки 6 выполнены перфорированными и закрыты сеткой 7. Опока работает следующим образом. После установки опоки на подмодельную плиту (на чертежах не показан) , ее заполняют формовочной смесью 8. При этом заполняются полости 9. Контрлад опоки закрывают герметизирующей пленкой 10. При вакуумировании формы, формовочная смесь подвергается нагружению только в местах герметизации ее пленкой (по ладу, контрладу и со стороны заглушек). При вакуумировании формы смесь сжимается и уменьшается в объеме, заглушка 5 может вдавливаться в смесь, при этом происходит дополнительное (по сравнению с известным) уплотнение смеси в направлении, нормальном к боковым стенкам формы (опоки) , что способствует выра1вниванию прочности смеси вдоль боковых стенок опоки. Для пояснения условий работы опоки, приводится сопоставительный анализ напряженного состояния формы, изготовленной в известной и предлагаемой опоках. У формы, изготовленной в известной опоке, напряженное состояние смеси 8 создается разностью давлений внутри и снаружи. Лад и контрлад нагружаются сжимающими напряжениями 11. Эти напряжения воспринимаются пленкой 10 и передаются смеси 8. Стенки 1 опоки выполненные из металла, воспринимают сжимающие напряжения, но не передают их формовочной смеси. Поэтому напряженное состояние смеси у стенок опоки создается только напряжениями за счет бокового давления. Эпюра 12 напряженного состояния смеси у стенки опоки описывает характер распространения напряжений по высоте формы. У формы, изготовленной в описываемой опоке, напряженное состояние формовочной смеси 8 создается напряжениями 11, передаваемыми ей посредством пленки 10, аналогично известной опоке. Стенки воспринимают сжимающие нагрузки, но не передают их формовочной смеси. Отличие напряженного состояния формовочной смеси у стенок опоки иллюстрируется эпюрой 12. Более равномерный характер нагрузки объясняется дополнительными боковыми напряжениями 13 формовочной смеси, создаваемыми заглушками 5. Отклонения экстремальных значений боковой нагрузки определяется геометрическими параметрами опоки и формы физико-механическими характеристиками формовочной смеси. Таким .образом, применение заглушек 5 позволяет создать трехосное напряженное состояние вакуумированной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 2006 |
|
RU2335374C2 |
| Способ изготовления форм вакуумной формовкой | 1982 |
|
SU1068212A1 |
| Способ изготовления литейных форм | 1977 |
|
SU1119768A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1355352A1 |
| Способ изготовления отливок и опока для его реализации | 1981 |
|
SU1006039A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1296281A1 |
| Опока | 1979 |
|
SU789207A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1310096A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
