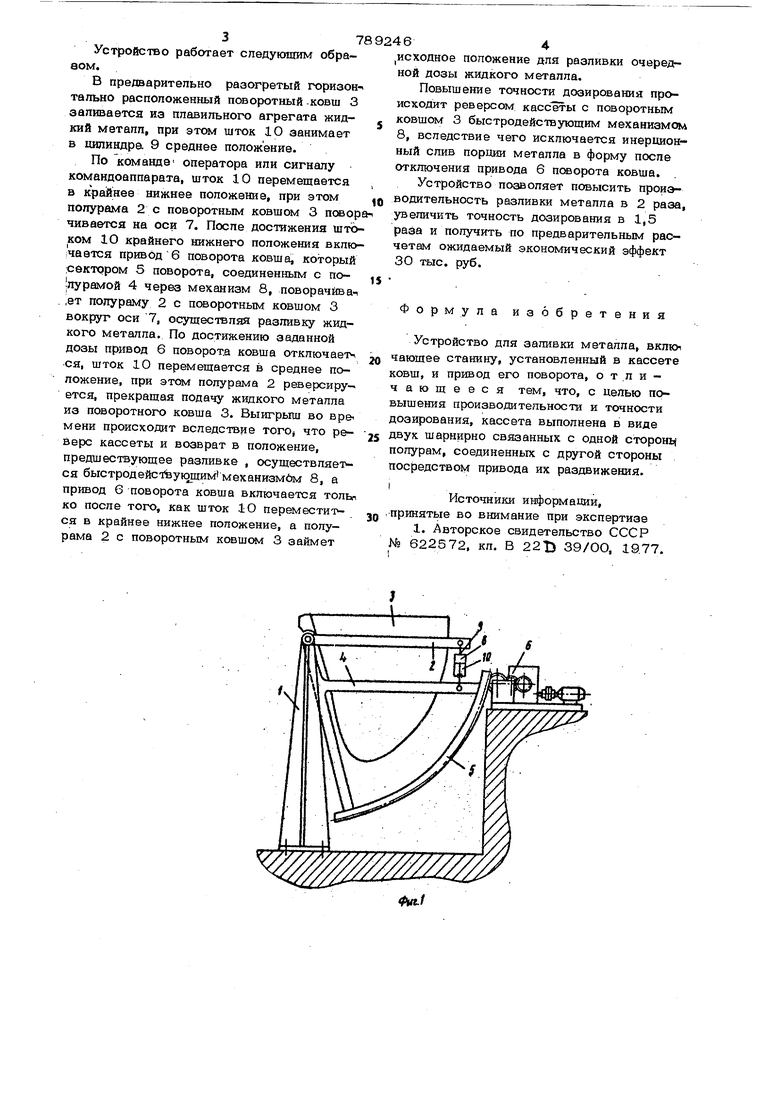
Изобретение относится к-металпургйческсж у и литейному производству и может быть; использовано при центробежной отйвке труб и других теп вращения, при запквке форм. Известно устройство для дозирования и разпивки жидкотх) металле,. содержащее станину, кассету, в которой установлен секторный ковш, шарнирно закрепленный на рычагах, жестко св51занных с валом устройства, и привод поворота сектор ного ковша ij. Недостатками устройства являются ниэ кая производительность, обуслсжленная затратой времени, ввиду необходимости реверса секторного ксжша и поспедуюш{1М наклоном для выдачи очередной дозы жидкого металла. приводся г поворота, недос таточная точность дозирования обуслчавлен ная тем, что после прекращения наклона некоторое время происходит слив из ковша в форму порпвн металла, которая труд но поддается учету. иель изобретения - повьпиение производительности и увеличение точности дозирования при разливке металла. Указанная цель достигается тем, что кассета, на которой установлен п жоротный ковш, вып&лнена в виде двух шарнирко связанных с одной стороны попурам, между которыми расположен привод их раздаижения. На фиг. 1 изображено устройство для заливки металла; на фиг. 2 - то же, вид сверху. Устройство состоит из станины 1, на которой установлена полурама 2 с п жорохным ковшом 3, шарнирно соединенная с полурамой 4, на которой смонтирован сектор 5 поворота, связанный с пртводом 6 поворота к(ша. Шарнирное соединение полурам осуществлено на оси 7. Механизм 8 разшиження расположен между полурамами, при этом цилиндр 9 и шток 10 шарнирно связаны, соответст енно, с попурамами 2 и 4. Устройство работает следукицим образом. В предварительно разогретый гориаонтально расположенный поворотный -ковш 3 заливается иэ плавильного агрегата жидкий металл, при этом шток 10 занимает в цилиндра 9 среднее положение. По команде оператора или сигналу командоаппарата, шток 10 перемещается в крайнее нижнее положение, при этом полурама 2 с поворотным ковшом 3 псявор чивается на оси 7. После достижения што ком 1О крайнего нижнего положения вкпю чается привод 6 поворота ковша, который :Свктором 5 поворота, соединенным с по лурамой 4 через механизм 8, поворачйва,ет попураму 2 с псязоротным ковшом 3 вокруг оси 7, осуществляя разливку жидкого металла. По достижению заданной дозы привод б поворота ковша отключает ся, шток 10 перемещается в среднее положение, при этсы полурама 2 реверсируется, прекращая подачу жидкого металла из поворотного ковша 3. Выигрыш во вре мени происходит вследствие того что реверс кассеты и возврат в положение, предшествующее разливке , осуществляет ся быстродействующим механизмбм 8, а привод 6 поворота ковша включается толь ко после того, как шток 10 переместится в крайнее нижнее положение, а полурама 2 с поворотным ковшсж 3 займет исходное положение для разливки очередной дозы жидкого металла. Повышение точности дозирования происходит реверсом кассёты с поворотным ковшом 3 быстродействующим механизмом 8, вследствие чего исключается инерционный слив порции металла в форму после отключения привода б поворота ковша. Устройство позволяет повысить проиэводительность разливки металла в 2 раза, увеличить точность дозирования в 1,5 раза и получить по предварительным расчетам ожидаемый экономический эффект 30 тыс. руб. Формула изобретения Устройство для заливки металла, вклю1 чающее станину, установленный в кассете ковш, и привод его поворота, о т .л и чающееся тем, что, с целью повышения производительности и точности дозирования, кассета выполнена в виде двух шарнирно связанных с одной сторонц полурам, соединенных с другой стороны посредством привода их раздвижения. Источники информации, i принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 622572, кл. В 22D 39/00, 19.77.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования и заливки жидкого металла | 1978 |
|
SU723387A1 |
| Устройство для дозирования и заливки жидкого металла | 1977 |
|
SU622572A1 |
| Устройство для дозирования изАлиВКи жидКОгО МЕТАллА | 1979 |
|
SU812421A1 |
| Линия для изготовления биметаллических заготовок втулок | 1979 |
|
SU899262A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Устройство для заливки и дозирования жидкого металла | 1983 |
|
SU1109258A1 |
| Устройство для дозирования расплавов | 1987 |
|
SU1537375A1 |
| Устройство для поворота металлурги-чЕСКОй ЕМКОСТи | 1979 |
|
SU829338A1 |
| Машина для проходки горных выработок | 1974 |
|
SU618059A3 |
| Способ дозирования стали в изложницу | 1976 |
|
SU730467A1 |

Фиг.
