(54) СПОСОБ ДОЗИРОВАНИЯ СТАЛИ В ИЗЛОЖНИЦУ
1
Изобретение относится к черной металлургии, конкретнее к литейному производству.
Известен способ разливки стали в лзложницы, заключающийся в том, что жидкую сталь разливают из сталеразливочного ковша через столорное устройство .непосредственно в изложницу. При больших расходах разливка стали в изложницы часто производится через промежуточную воронку 1.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ автоматического дозирования металла при отл,ивке анодов, включающий в себя управ.тение расходом металла путем на«ло,на раздаточной печи и дромежз точного ковща, в котором для повышения точности дозирования сигнал управления формируется по отклонению фактического времени заливки изложницы от заданного, причем зжазан.ный сигнал используется при заливке следующей нзложнйцы 2.
Недостатком этих способов является низкая точность дозирования при больших скоростях заливки (20-30 т/мин), вызываемая инерционностью масс металла и ковщ-ей.
Целью изобретения является обеспечение более высокой точности дозирова1П Я при заливке стали ,в изложницы из поворотного ковша через промежуточную воро)ку со скоростью заллвки 20-30 т1мин.
Цель достигается путе.м измерения уровня металла в промежуточной воронке в мо.мент достижения уровне.м стали в изложнице прибыльной части, интегрирования
10 значения уровня и определения по значению интеграла мо.мента прекращения подачи металла в промежуточную воро«ку.
Предложенный способ дозирования стали в изложницу заключается в следующем.
15 Жидкую сталь из транспортного ковша заливают в поворотный ковщ. При повороте козша электромеханическим приводо-м сталь сливается в промежуточную воронку .и через нее в изложницу.
В тот момент, когда уровень стали в из20ложнице достиг прИбыльной части, измеряют уровень стали в промежуточной воронке, л электрически сигнал, пролорциональный уровню, подают на интегратор.
25
Через некоторое время сигна.л на выходе интегратора достигает величины уставки, определяе.мой в процессе наладки системы, срабатывает .устройство сравнения и подает уп.равляющлй сигнал на реверс .при30вода поворотного ковша. Поступление металла в промежуточную воронку прекращается, а металл из промежуточной воролmi -стекает в излож1ми;цу.
Интервал времени от момента подачи сигнала уровня на вход интегратора до момента срабатываиия устройства загзисит от уровня металла в промежуточной во.роике, постоянной времени интвпратора и может .иаменяться в лр(делах 1-3 с.
Таташ образом, время между MOiMeiiTCiM достижения уров-ня стали в изложн це прибыльной части И моментом реверса привода Изменяется в зависимости от измеиения расхода 1металла, сливаемого из поворотного iKOBHJa, что обеспечивает более высокую точность дозирования.
1Предлагаемый способ включает з себя та1кже регулирование скорости залпзки ме-талла ;в П1ромежуточную воронжу.
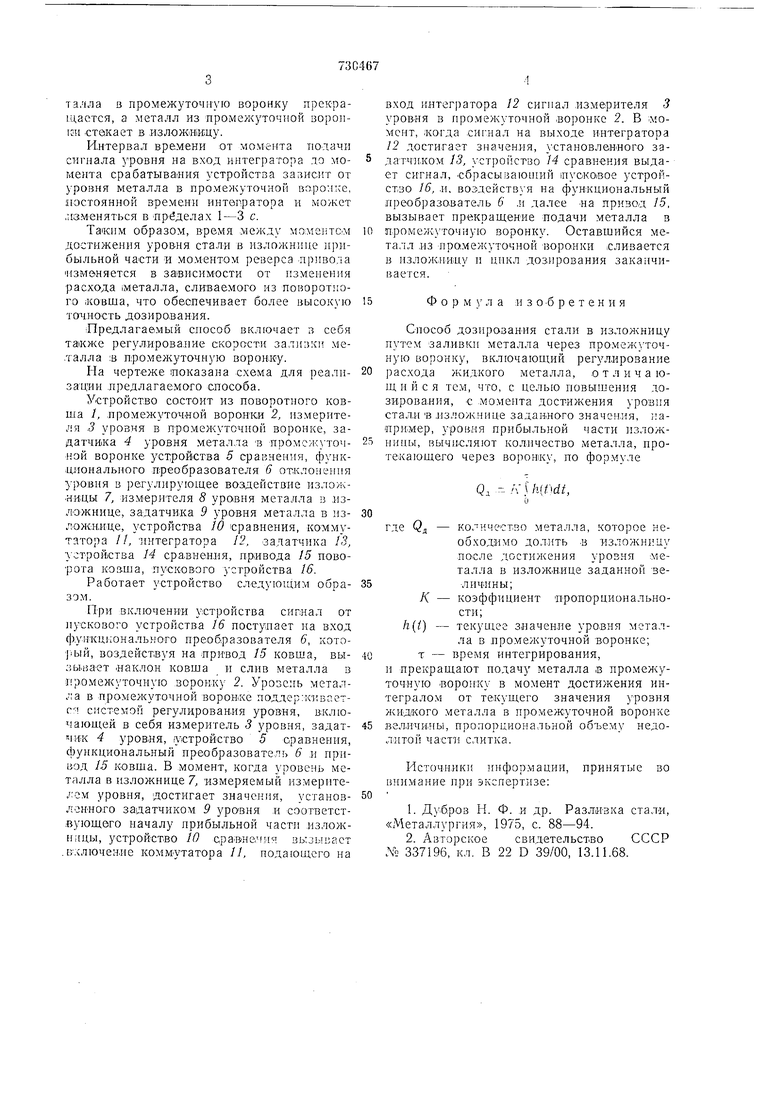
На чертеже показана схема для реализации .предлагаемого сиособа.
Устройство состоит из поворотного ковша /, .промежуточной воролки 2, измерителя .5 уровня в промежуточной воронке, задатчи1ка 4 уровня металла в промож -точной воронке устройства 5 сравнения, функд.ионального п:реобразователя 6 отклонения уровня в регулирующее воз действие изло/кнлцы 7, измерителя 8 уровня металла ;) изложнице, задатчика 9 уровня металла в излож:Н.иц.е, устройства 10 сравнения, коммутатора //, интегратора 12, задатчика 13, устройства 14 сравнен.ия, привода 15 поворота ков.ша, пускового устройства 16.
Работает устройство следующим образам.
При включении устройства сигнал от пускового устройства 16 поступает па вход ф.ункцконального преобразователя 6, кото ый, воздействуя на привод 15 ковша, вызы.иает «аклон ковша и слив металла в промежуточную воронку 2. Урозель металла в промежуточной воровке поддерживается системой регулирования уровня, включающей в себя измеритель 3 уровня, задатЧНК 4 уровня, (устройство 5 сравнения, функциональный преобразователь 6 и при1 од /.5 ковша. В момент, когда уровень металла в изложнице 7, измеряемый измерителем уровня, достигает значения, установлснного задатчиком 9 уровня и соответст.вующего началу прибыльной части изложницы, устройство 10 с,равне.ч.ия вызывает .вллючение коммлтатора /У, подающего на
вход интегратора 12 сигнал измерителя 3 уровня в промежуточной воронке 2. В момент, когда сигнал на выходе интегратора 12 достигает значения, установлениого задатчпком 13, устройство 14 сравнения выдает сигнал, сбрасы;заюп1ий иуоковое устройство 16, ,и. воэдейств я на функциональный преобразователь 6 .и далее иа привод 15, вызывает прекращение подачи металла в промежуточную воронку. Оставшийся металл из промежуточной воронки сливается в изложницу п цикл дозирования заканчивается.
Форм у л а и 3 о -б р е т е н и я
СпосОб дозирования стали в излол ницу путем зал.ивки металла через прО:межуточную воронку, включающий регулирование расхода жидкого металла, о т л и ч а ющ и и с я тем, что, с целью повышения дозироваиия, с момента достижения уровня стал.п В изложнице заданного значения, например, уровня прибыльной части изложницы, вычисляют количество металла, протекающего через воронку, по формуле
/i(,
Q. -где Qfl - количество металла, которое необходимо дол.ить в изложницу пОСле достижения уровня металла в изложнице заданной величины;К - коэффициент иропорциональноети;
h{i) - текущее значение уровня металла в цромежуточной воронке; т - время интегрирования, и прекращают нодачу металла в промежуточную вор01гку в момент достижения интегралом от текущего значения зровня жидкого металла в промежуточной воронке величины, пропорциональной объему недола- той част75 слитка.
Источн.ики информации, принятые во внимание при экспертизе:
1.Дубров Н. Ф. .и др. Разливка стали, «Металлургия, 1975, с. 88-94.
2.Авторское свидетельство СССР X 337196, кл. В 22 D 39/00, 13.11.68.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разливки стали в изложницу | 1983 |
|
SU1125101A1 |
| Устройство для заливки стали в изложницу | 1984 |
|
SU1225685A1 |
| Способ разливки стали и устройство для его осуществления | 1982 |
|
SU1034835A1 |
| Способ и устройство для разливки металла | 1983 |
|
SU1180400A1 |
| Способ контроля расхода жидкого расплава | 1979 |
|
SU1115850A1 |
| Устройство для разливки металла | 1980 |
|
SU942881A1 |
| СПОСОБ РАЗЛИВКИ СТАЛИ И СПЛАВА СВЕРХУ | 2008 |
|
RU2388571C2 |
| Устройство для разливки металла | 1984 |
|
SU1255268A1 |
| Система управления установкой для отливки многослойных труб | 1975 |
|
SU602294A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА | 2009 |
|
RU2410189C1 |

