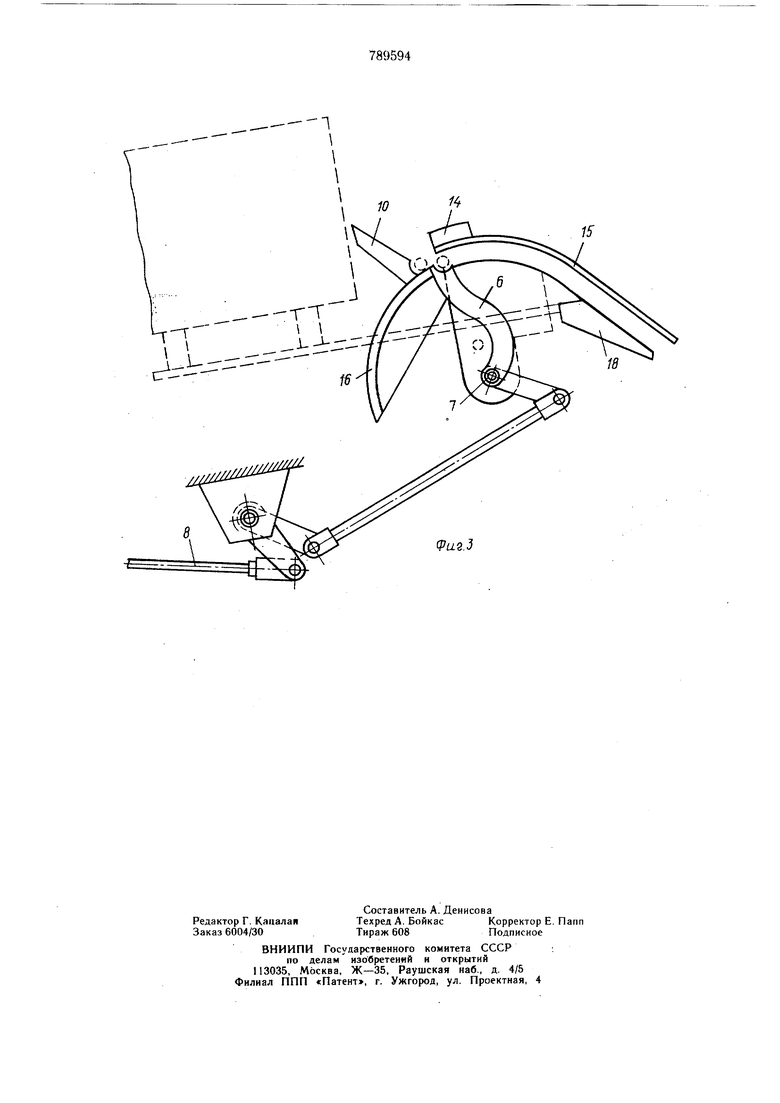
Изобретение относится к области термообработки, в частности к индукционному нагреву заготовок под различного рода операции обработки давлением. Известна устанрвка для индукционного нагрева заготовок, содержащая индуктор, устройства загрузки и выгрузки заготовок, соединенные между собой посредством штанги, при этом устройство выгрузки выполнено в виде рычагов, закрепленных на одной оси 1. Недостатком известной установки является то, что она не приспособлена для разделения приварившихся или слипшихся в индукторе заготовок или выпавших одновременно из индуктора в количестве более одной и подачи их по одной на дальнейшие операции в автоматическом цикле. Цель изобретения - улучшение условий встраивания установки в автоматические линии и повышение качества подаваемых в линию заготовок. Для достижения поставленной цели автомат снабжен устройством отбраковки заготовок, выполненным в виде дополнительных рычагов с приводом, электрически связанным с датчиком температуры, отсекателем в виде упоров и секторами, жестко скрепленными с рычагами устройства выгрузки. На фиг. 1 изображено устройство, обплнй вид; на фиг. 2 - устройство отбраковки; на фиг. 3 - устройство выгрузки. Автомат содержит устройство 1 загрузки, состоящее из привода 2, на оси которого закреплен рычаг 3, посредством которого детали заталкивают в овальный индуктор 4; устройство 5 поштучной выдачи заготовок, состоящее из пары рычагов 6, закрепленных на оси 7, связанной тягой 8 с рычагом 3 привода; устройство 9 отбраковки заготовок, состоящее из пары рычагов 10 для направления годных заготовок, выталкиваемых из индуктора в линию, закрепленных на оси 11, связанной с электромагнитом 12 через систему рычагов 13, упоров 14, ограничителя 15, секторов 16, жестко скрепленных с рычагами 6, каретку 17 и склиз 18. Автомат работает следующим обра.эом. Прн включении привода 2 с помощью рычага 3 и приводимой в движение каретки, холодная заготовка заталкивается в индуктор 4. При выталкивании из индуктора годных заготовок по команде датчика 19 температуры, воздействующего На электррмагнит 12, который через систему рычагов 13 поворачивает ось 11 и закрепленные на ней рычаги 10 против часовой стрелки, щель между торцом индуктора и рычагами закрывается, годные заготовки скатываются по этим рычагам в пазы рычагов 6, которые при повороте рычага 3 против часовой стрел ки (тяга 8 перемещается влево) переносят Заготовку на склиз 18 (их две, как и рычагов).
Таким образом, рычаги 10 осуществляют двойную роль. В одном случае они выполняют самостоятельную функцию - не пропускают некондиционные заготовки в линию на последующие операции, в другом - служат элементами устройства подачи годных заготовок в линию.
При выпадании из индуктора одновременно двух раздельных или слипщихся или приварившихся заготовок, они при повороте рычагов 6 перемещаются вместе до тех пор, пока верхняя из них упрется в упоры 14 отсекается ими и ложится на сектора 16, жестко скрепленные с рычагами 6, в то время как нижняя, пройдя через щель под упорами, помещается на склиз 18, как. в случае одиночно выпавщей из индуктора заготовки.
Во время хода.загрузочной каретки назад в исходное положение, рычаги 6 тягой 8 приводятся также в исходное положение, в котором оставшаяся отсеченной и лежащей на. секторах 16 заготовка ложится в приемник и при следующем ходе рычагов, т.е. при загрузке заготовки в индуктор, переносится на склиз.
В случае, когда из индуктора выталкивается некондиционная по температуре нанагрева заготовка, датчик температуры подает команду на электромагнит 12, который обеспечивает подъем рычагов 10 в -верхнее положение, поворачивая их вокруг оси 11, в результате выпадающая недогретая или перегретая заготовка падает в лоток 20 лод рычаги 10, т. е. отбраковывается.
Предлагаемое устройство имеет существвенные технико-экономические. преимущества по сравнению с известными, так как позволяет встраивать автомат с овальными индукторами в автоматические линии, а так как КПД овальных индукторов на 25-40 /о выше цилиндрических, то эти автоматы экономически более эффективны.
Например при изготовлении зубьев дисковой бороны в линию встроен автомат с индукционным овальным индуктором для нагрева заготовок длиной 340 мм и диаметром 24 мм, которые подаются и разбраковываются после выталкивания из индуктора предложенным устройством. Применение автомата позволяет встроить его в автоматическую линию. Без применения такого устройства линия не может работать.
Испытания устройства показали его надежную и стабильную работу в производственных условиях.
Формула изобретения
Установка для индукционного нагрева заготовок, содержащая индуктор, устройства загрузки и выгрузки заготовок, соединенные между собой посредством щтанги, при этом устройство выгрузки состоит из рычагов, закрепленных на одной оси, отличающаяся тем, что, с целью улучщения условий встраивания установки в автоматические линии и повышения качества подаваемых в линию заготовок, установка снабжена устройством отбраковки заготовок, выполненным в виде дополнительных рычагов с приводом, электрически связанным с датчиком температуры, отсекателем в виде упоров и секторами, жестко скрепленными с рычагами устройства выгрузки.
Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР J 378426. кл. С 21 D 1/12, 1970. J09 Г4 g
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Способ изготовления заготовок балок картеров и автоматическая линия для его осуществления | 1987 |
|
SU1500427A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Установка для индукционного нагрева изделий | 1976 |
|
SU659634A1 |
| Автоматическая линия поперечно-клиновой прокатки заготовок, преимущественно длинномерных штанг | 1989 |
|
SU1690927A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU435295A1 |
| Установка для подачи заготовок из керамических масс в допрессовочный станок | 1983 |
|
SU1131659A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |

Индуктор
W
4l
