90 4: 9д
11
Изобретение относится к деревообрабатывающей промьплленности и, в частности, к оборудованию для про-изводства столярно-строительных изделий.
Цель изобретения - повышение производительности и упрощение конструкции станка.
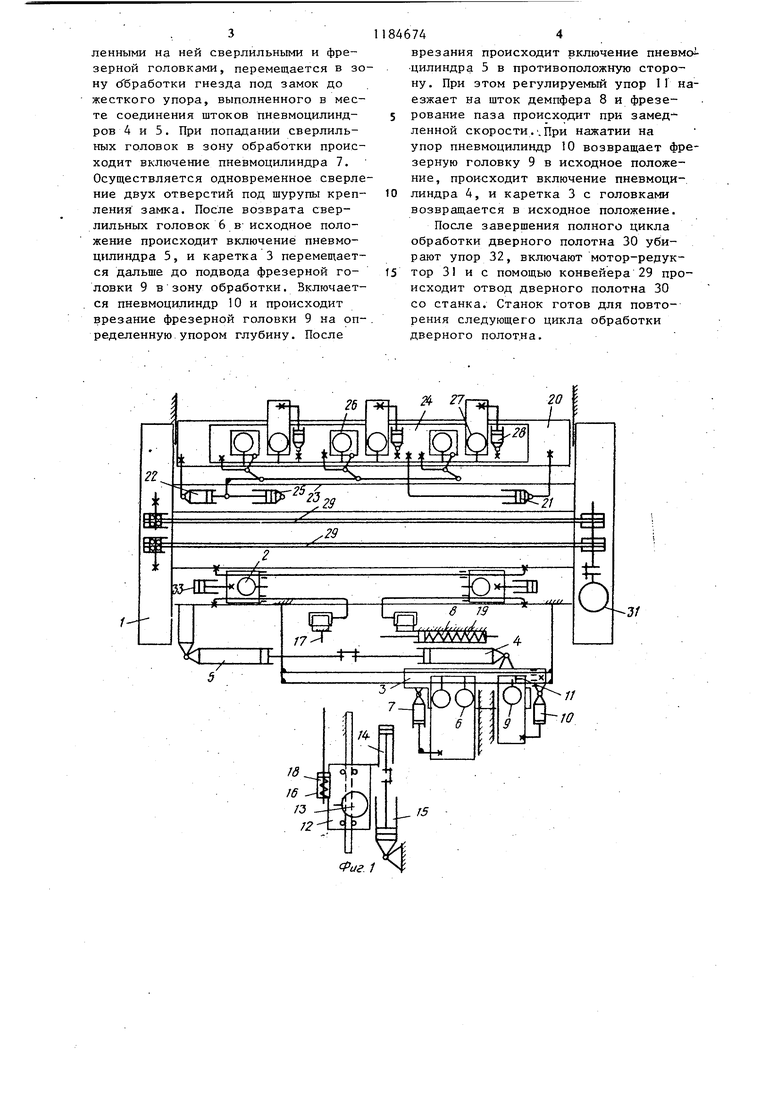
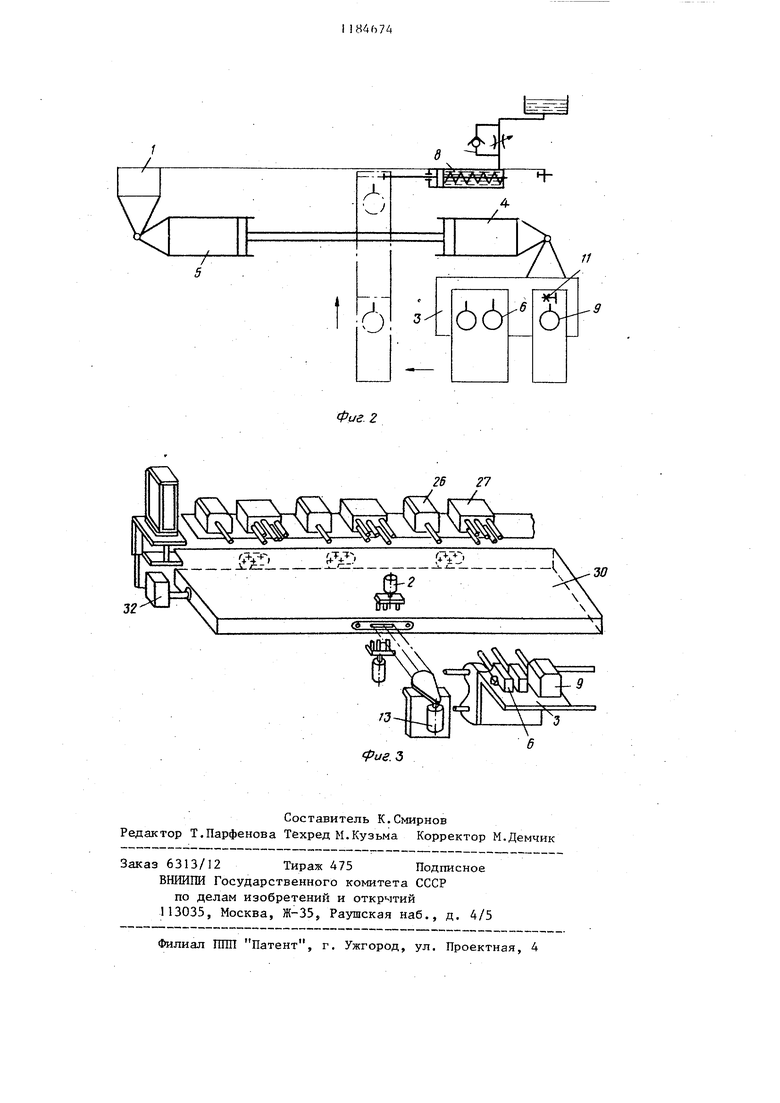
На фиг. I изображена кинематическая схема станка; на фиг. 2 - схема пневмопривода подачи каретки; на фиг.3 - технологическая схема обработки дверного полотна на стыке.
-Многооперационный станок включает станину I, на которой установлено оборудование для обработки гнезд под замок или защелку, содержащее две вертикальные сверлильные головки 2 с трехшпинделевыми насадками и карет у 3, перемещающуюся по дчум круглым направляющим. Привод каретки выполнен в виде пневмоцилиндра 4, корпус которого шарнирно связан с кареткой 3, и пневмоцилиндра 5, имеющего общий шток с пнсвмоцилиндром 4 и шарнирно связанного корпусом со станиной 1. На каретке 3 установлеы горизонтальные одношпиндельньге верлильные головки 6 с общим пневоцилиндром 7. Перед кареткой 3 на станине жестко закреплен демпфер 8.
На каретке 3 также установлена резернаяя головка 9 с пневмоцилиндром 10. На головке установлен регуируемый упор ,, взаимодействующий со штоком демпфера 8. С этой же стороны станины на индивидуальной опоре становлена каретка 12 с цепнодолбежной головкой 13 и пневмоцилиндрами 14 и 15. На каретке 12 закреплен управляемый демпфер 16, взшдаодействующий с дополнительным упором 17, закрепленным на станине I. Возврат демпферов в исходное положение при снятии нагрузки осуществляется пружинами 18 и 19.
С противоположной стороны на станине 1 установлена подвижная платфор ма 20, котор.ая при наладке может перемещаться. К платформе прикреплены пневмоцилиндр горизонтального перемещения 21 и гидродемпфер 22, пгток которого шарнирно. связан рычажной системой 23 с рамой 24. Шток пневмоцилиндра 21 также соединен с рамой 24. На платформе 20 шарнирно установ лен пневмоцилиндр 25 вертикального перемещения, шток которого связан с
742
рычажной системор 23. Рычажная система обеспечивает вертикальное перемещение фрезерных головок 26. На раме 24 установлены сверлильные головкк 27 с индивидуальными пневмоцилиндрами подачи 28. На станине сверху установлен конвейер 29 для перемещения дяерного полотна 30 в зону обработки и отвода полотна со станка. Транспортер приводится во вращение моторомредуктором 31,.
Многооперационный станок работает следующим образом.
При нажатии на кнопку Пуск включают электродвигатели всех сверлильных, фрезерных, цепнодолбежной головок и конвейера. Дверное полотно 30 движется по конвейеру 29 до упора 32, затем фиксируется пневмоприжимами ( не показаны ,, по сигналу которых включаются пневмоцилиндр 25 и одновременно пневмоцилиндры 14 и 15. Начинается одновременная обработка гнезд под петли фрезерными головками 26 и
гнезд по;; замок или защелку (в зависимости от настройки станка ) цепнодол ежной головкой 13. При подходе к началу реза гнезда под замок демпфер 16 попадает на регулируемый упор
17, доводя скорость каретки 12 до скорости резания. Фрезерные головки 26 при поочередном включении пневмоцилиндров 25 и 21 с помощью pai-sbi 24 фрезеруют одновременно в автоматическом цикле фигурные гнезда под петли. После окончания фрезерования в зону обработки с помощью цилиндра 21 подводятся одновременно пятишпиндельные горизонтальные сверлильные головки 27 и с помощью пневмоцилиндров 28 осугдествляется сверление отверстий под шурупы крепления петли во фрезерованных гнездах. После окончания цикла обработки гнезд
под петли рама 24 с установленными на ней головками с помощью пневмоцилиндра 21 возвращается в исходное положение.
Во время возвращения цепнодолбежной головки 13 в исходное положение происходит включе1ше пневмоцилиндров 33 и осущестляется одновременное сверление отверстий сверху и снизу вертикальными сверлильными
головками 2. После возвращения цепнодолбежной головки 13 в исходное положение происходит включение пневмоцилиндра 4, и каретка 3, с установленными на ней сверлильными и фрезерной головками, перемещается в зону Обработки гнезда под замок до жесткого упора, выполненного в месте соединения штоков пневмоцилиндров А и 5. При попадании сверлильных головок в зону обработки происходит включение пневмоцилиндра 7. Осуществляется одновременное сверление двух отверстий под шурупы крепления замка. После возврата сверлильных головок 6 в исходное положение происходит включение пневмоцилиндра 5, и каретка 3 перемещается дальше до подвода фрезерной головки 9 в зону обработки. Включается пневмоцилиндр 10 и происходит врезание фрезерной головки 9 на определенную упором глубину. После
18467А4
врезания происходит включение пневмо цилиндра 5 в противоположную сторону. При этом регулируемый упор 11 наезжает на шток демпфера 8 и фрезерование паза происходит при замедленной скорости..При нажатии на упор пневмоцилиндр 10 возвращает фрезерную головку 9 в исходное положение, происходит включение пневмоци10 линдра 4, и каретка 3 с головками возвращается в исходное положение. После завершения полного цикла обработки дверного полотна 30 убирают упор 32, включают мотор-редукТ5 тор 31 и с помощью конвейера 29 происходит отвод дверного полотна 30 со станка. Станок готов для повторения следующего цикла обработки дверного полотна.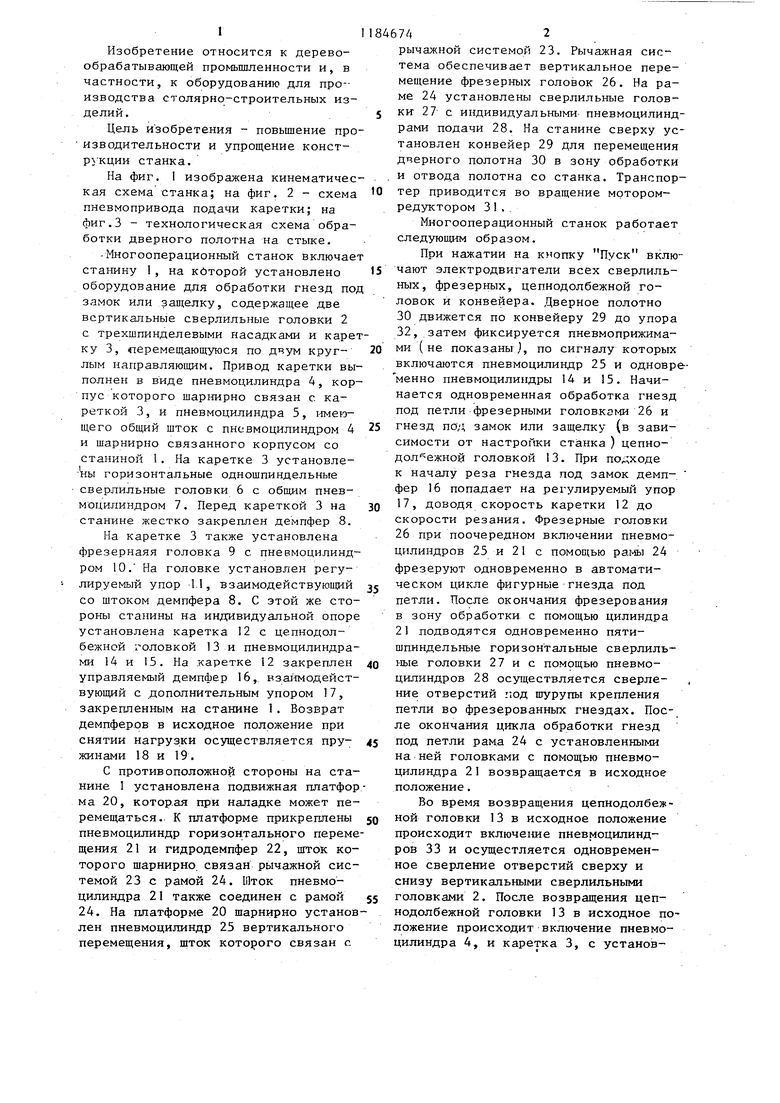
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Многошпиндельный деревообрабатывающий станок | 1981 |
|
SU961947A1 |
| Станок для сверления отверстий в мебельных щитах | 1982 |
|
SU1038227A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1992 |
|
RU2033914C1 |
| Универсальный сверлильно-присадочный станок | 1991 |
|
SU1781033A1 |
| Двухсторонний фрезерно-копировальный станок | 1990 |
|
SU1824304A1 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
МНОГООПЕРАЦИОННЬЙ СТАНОК ЦПЯ ОБРАБОТКИ ДВЕРНЫХ ПОЛОТЕН, включающий станину с фрезерными и сверлильными головками для обработки гнезд под петли, каретку с цепнодолбежной, сверлильной и фрезерной головками для обработки гнезда под замок с приводом в виде двух имеющих общий шток пневмоцилиндров, и управляемые, демпферы, отличающийся тем, что, с целью повышения производительности и упрощения конструкции, один из корпусов пневмоцилиндров привода каретки шарнирно связан со станиной, а другой с кареткой, при этом корпус каретки снабжен регулируемым упором для взаимодействия с демпфером, которьп закреплен на станине, при этом на станиме смонтирован дополнительный регулируемый упор, а цепнодолбежная головка снабжена дополнительным управляемым демпфером, взаимодействую(Л щим с дополнительным регулируемым упором.
| Многооперационный станок для обработкидВЕРНыХ пОлОТЕН | 1980 |
|
SU852546A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
