Изобретение относится к промъшленности стройматериалов, а именно к области обработки стекла моллированием для придания ему заданной формы, и может быть использовано при изготовлении гелиотехнических зеркал
Для придания заданной конфигурации плоское стекло накладывают на форму и помещают в печь, где оно нагревается до температуры размягчения и под действием собственного веса прогибается, моллируется,
В процессе моллирования стеклоизделий, например на вьтуклых сплошных формах, недостаточная вьщержка времени при заданной температуре не дает полного прилегания изделия к форме, что приводит к браку. Излишнее время выдержки снижает производительность и, кроме того, ухудшает качество поверхности изделия из-за взаимодействия излишне размягченного стекла с поверхностью формы.
Цель изобретения - повьппение качества моллирования на сплошных выпулых формах.
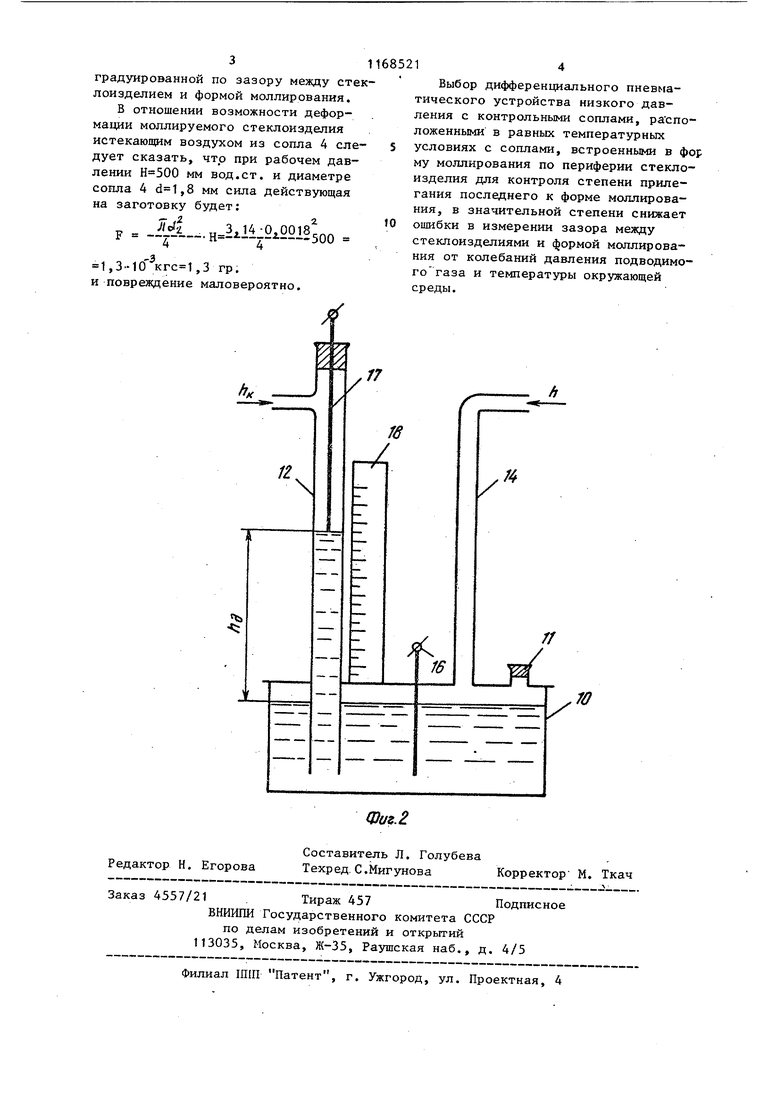
На фиг. 1 изображено предлагаемое устройство для моллирования стеклоизделий, общий вид, на фиг. 2 - дифференциальный манометр с электроконтактным устройством.
Предлагаемое устройство для моллирования стеклоизделий содержит печь 1 с электронагревателями 2, форму 3 моллировання, блок контроля процессом моллирования, вьшолненным в виде сопел 4 и контрольных сопел 5, расположенных попарно, причем сопла 4 встроены в форму 3 моллирования по периферии стекиоизделия 6, а контрольные сопла 5 встроены в печь 1 рядом с формой 3 моллирования, причем все сопла за пределами печи 1 сообщены с газовой магистралью 7, а в каждой паре сопло 4 сообщено с контрольным соплом 5 посредством установленного за пределами печи 1 дифференциального манометра 8 с электроконтактным устройством 9, которое электрически связано с электронагревтелями 2 печи 1.
Дифференциальный манометр 8 состоит из сосуда 10, выполненного из органического стекла с заливной пробкой 11, измерительной трубки 12 из стекла, сообщающейся с трубкой 13, подводящей воздух к контрольному соплу 5, и подводящей трубки 14, сообщающейся с трубкой 15, подводящей воздух к соплу 4. В сосуд 10 введен электрод 16, а в измерительную трубку 12 - регулируемый по высоте электрод 17. Все соединения дифференциального манометра 8 герметичны. В сосуд 10 до определенного уровня залита вода с добавлением 2-3% NaCl для лучшей электропроводности. Электрод |6-вода-злектрод 17 образуют злектроконтактное устройство 9 с нормально открытыми контактами. Рядом с измерительной трубкой 12 установлена шкала 18 для визуального контроля за изменением давления j,, пропорционального изменению зазора между стеклоизделием 6 и соплом 4.
Для моллирования, например квадратных стеклоизделий, используют четыре точки контроля, ра.сположенны по углам. Соответственно используют четыре дифференциальных манометра.
Устройство работает следующим образом.
Газ, подводимый в газовую магистраль 7, пройдя через дроссели 19, свободно истекает через сопла 4, встроенные в форму 3 моллирования и контрольные сопла 5, при этом на входах дифференциальных манометров 8 давление газа одинаково.
В процессе моллирования по мере размягчения заготовки стеклоизделия 6 ее периферийная часть приближается к соплам 4, в результате чего давление газа h на входах дифференциальных манометров 8 со стороны сопел 4 начинает увеличиваться за сче повышения сопротивления истечению газа из сопел 4.
При этом уровень воды в измерительной трубке 12 повьш1ается и при определенном зазоре между стеклоизделием 6 и соплом 4 происходит замыкание электроконтактного устройства 9, которое отключает электронагреватели 2 печи 1. Печь 1 отключается.
Выключение печи может быть при неполном прилегании стеклоизделия к форме моллирования, так как просадка заготовки происходит и после выключения печи в силу ее тепловой инерции. Степень прилегания стеклоизделия к форме моллирования можно контролировать во время всего периода моллирования по шкале 18, от31
градуированной по зазору между стеклоиэделием и формой моллирования. В отношении возможности деформации моллируемого стеклоиэделия истекающим воздухом из сопла 4 следует сказать, что при рабочем давлении мм вод.ст. и диаметре сопла 4 ,8 мм сила действующая на заготовку будет:
F ....,2.22l4o
1,3-10 кгс 1,3 гр.
и повреждение маловероятно.
85214
Выбор дифференциального пневматического устройства низкого давления с контрольными соплами, расположенными в равных температурных
5 условиях с соплами, встроенными в фор му моллирования по периферии стеклоизделия для контроля степени прилегания последнего к форме моллирования, в значительной степени снижает
10 ошибки в измерении зазора между
стеклоизделиями и формой моллирования от колебаний давления подводимогогаза и температуры окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования моллирования стеклоизделий | 1980 |
|
SU948904A1 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |
| Устройство для формования изделий | 1978 |
|
SU876556A1 |
| Устройство для моллирования стеклоизделий | 1978 |
|
SU791663A1 |
| Устройство для нанесения покрытий на плоские сетки | 1982 |
|
SU1060240A1 |
| Устройство для моллирования стеклоизделий | 1980 |
|
SU874679A1 |
| Способ обжига стеклоизделий | 1987 |
|
SU1557111A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГНУТОГО ЭЛЕКТРООБОГРЕВНОГО СЛОИСТОГО СТЕКЛОИЗДЕЛИЯ | 2012 |
|
RU2515659C2 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2444478C1 |
| УСТРОЙСТВО И СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛА С ИСПОЛЬЗОВАНИЕМ ВЕНТИЛЯТОРА | 2016 |
|
RU2677509C1 |
УСТРОЙСТВО ДЛЯ МОЛЛИРОВАНИЯ СТЕКПОИЗДЕЛИЙ, содержащее печь с электронагревателями, форму моллирования и блок контроля процесса молS 1 II лирования, отличающееся тем, что, с целью повьшения качества моллирования на сплошных вьшуклых формах, блок контроля процесса моллирования выполнен в виде сопел и контрольных сопел, расположенных попарно, при этом сопла встроены в форму моллирования по периферии стеклоизделия, а контрольные сопла встроены в печь рядом с формой моллирования, причем все сопла за. пределами печи сообщены с газовой магистралью, а в каждой паре сопло сообщено с контрольным соплом посредством установленного за пределами печи дифференциального манометра с электроконтактным устройством, которое элек(Л трически связано с электронагревателями печи. 2 J I I Y//////// ////A ////// //f /y///7/. О) сх С71 tC
1Z
:
/4
/
//
/
X
| Устройство для моллирования стеклоизделий | 1978 |
|
SU749801A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для моллирования листового стекла | 1978 |
|
SU734150A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
