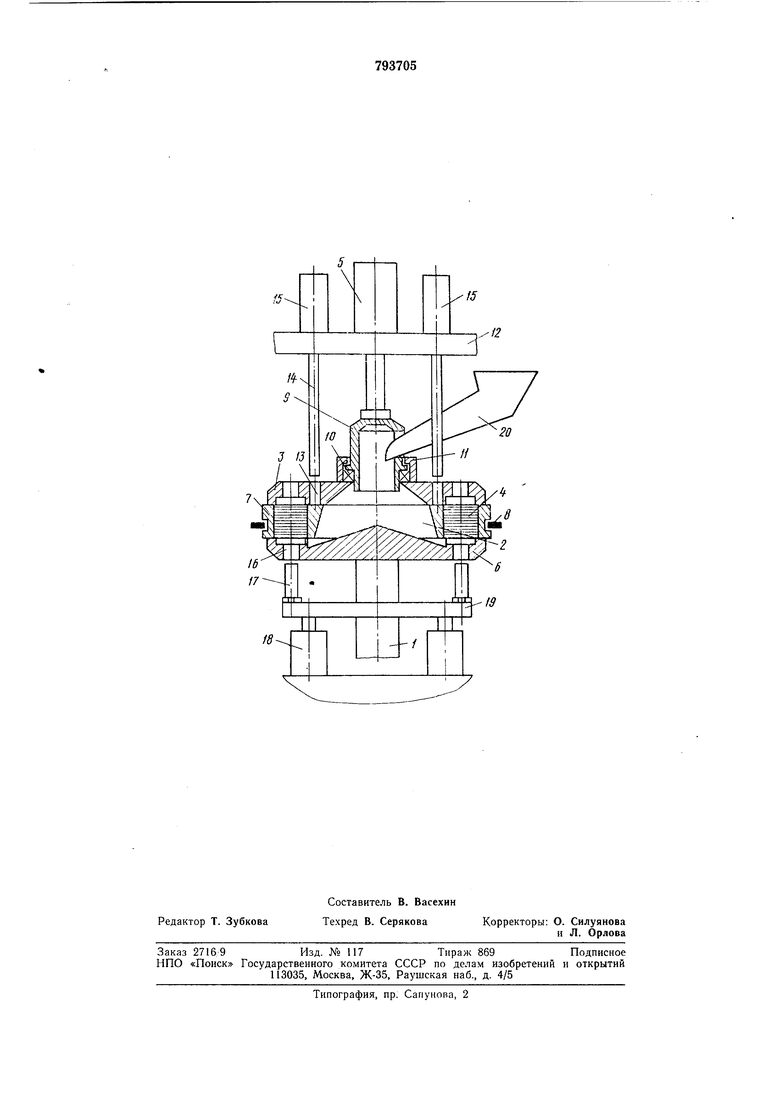
4, н средней части 7, оформляющей пакеты pOiopoB 4 и взаимодействующей с вилкой 8 индивидуального привода вертикального перемеп1,еиия (на чертеже не показан).
Верхняя часть 3 формы 2 через полый вал 9, подшипник 10 и фланец 11 крепится к верхней траверсе 12. Кроме этого в верхней части 3 выполнены сквозные отверстия 13, через которые приводные упоры 14, снабженные приводом 15, фиксируют при выталкивании роторов 4 среднюю часть 7 формы 2. В нижней части б формы 2 выполнены отверстия 16, через которые толка гели 17, снабженные приводом 18 и закрепленные па нижней траверсе 19, выталкивают залитые роторы 4. Воронка 20 служит для заливки металла в форму 2. снабжена также фиксатором (на чертеже не показан), позволяющим-останавливать ее в фиксированном положении.
Машина работает следующим образом. При отведенной в верхнее положение верхней части 3 формы 2 в среднюю часть 7 формы 2 проставляются пакеты железа роторов 4. Затем верхняя часть 3 формы 2 прижимается к средней части 7 приводом 5 вертикального перемещения и форма 2 приводится во вращение. При этом упоры 14 и толкатели 17 выведены за пределы формы 2. С помощью дозатора (на чертеже не показан) через воронку 20 и полый вал 9 в форму 2 заливается жидкий металл (например, алюмнний), который под действием центробежных сил заполняет литейную форму 2. После затвердевания металла вращение прекращается и с помощью фиксатора форма 2 останавливается в заданном положении. Приводные упоры 14 приводом 15 через отверстия 13 в верхней части 3 формы 2 упираются в среднюю часть 7 формы 2, а верхняя часть 3 формы 2 отводится приводом 5 вверх. При этом освобождается верхнее кольцо роторов 4. Затем толкатели 17 приводом 18 перемещаются вверх и выталкивают залитые роторы 4 нз нижней и средней частей 6 и 7 формы 2. При этом литник отливки срезается и остается между средней 7 и нижней б частями формы 2 с излищками металла. После выталкивания и обрезки литников роторы 4 удаляются из машины и средняя часть 7 формы 2 приводом вертикального перемещения через вилку 8 поднимается вверх, создавая условия для извлечения литников н остатков металла из нижней части 6 формы 2. Толкатели 17 и упоры 14 выводятся пз формы 2 и возвращаются в первоначальное положение. Средняя часть 7 формы 2 опускается вниз и прижпмается к нижней части 6 формы 2. После простановки пакетов роторов 4 процесс повторяется.
Наличие приводных упоров, взаимодействующих со средней частью формы при выталкивании отливок, позволяет совместить процесс выталкивания отливки с обрезкой литников. Таким образом, обрезка
литников производится непосредственно на позиции заливки. Это упрощает технологический процесс и снижает стоимость оборудования, так как отпадает необходимость использования громоздкого оборудования
для обрубки литников.
Выполнение средней части формы разъемной с нижней и верхней частями формы и подвижной в вертикальном нанравлении позволяет более качественно очищать и окрашивать нижнюю и верхнюю части формы, оформляющие кольца ротора. Это улучщает качество отливок и повышает производительность, так как отпадает необходимость в разборке формы для ее очистки.
Кроме того, дополнительный разъем в форме способствует отводу воздуха, что также способствует улучшению качества литья.
Иснользование изобретения позволяет упростить конструкцию и повысить производительность машины на 20%, повысить физико-механические свойства отливок на 10-15%, что, в свою очередь, приводит к повышению КПД электродвигателей на 1-1,5%.
Формула изобретения
Машина для центробежной заливки роторов электродвигателей с вертикальной осью вращения, содержащая верхнюю часть форМЫ с приводом вертикального перемещения, нижнюю часть формы и систему выталкивания залитых роторов, отличающаяся тем, что, с целью повышения производительности и качества отливок путем
совмещения процесса выталкивания роторов и отрезки литников, она снабжена приводными упорами с возможностью фиксации средней части формы, снабженной индивидуальным приводом вертикального перемещения и выполненной разъемной с верхней и нижней частями формы.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 532467, кл. В 22D 13/04, 1976.
2.Патент Франции № 1260191, кл. В 22С, опубл. 1963.
15

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежной заливки роторов электродвигателей с вертикальной осью вращения | 1980 |
|
SU919807A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1979 |
|
SU869957A1 |
| Установка для литья под давлением роторов электродвигателей | 1982 |
|
SU1066736A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1980 |
|
SU933229A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Центробежная машина с вертикальной осью вращения | 1978 |
|
SU749556A1 |
| Машина для центробежного литья сВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU827257A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU780951A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |