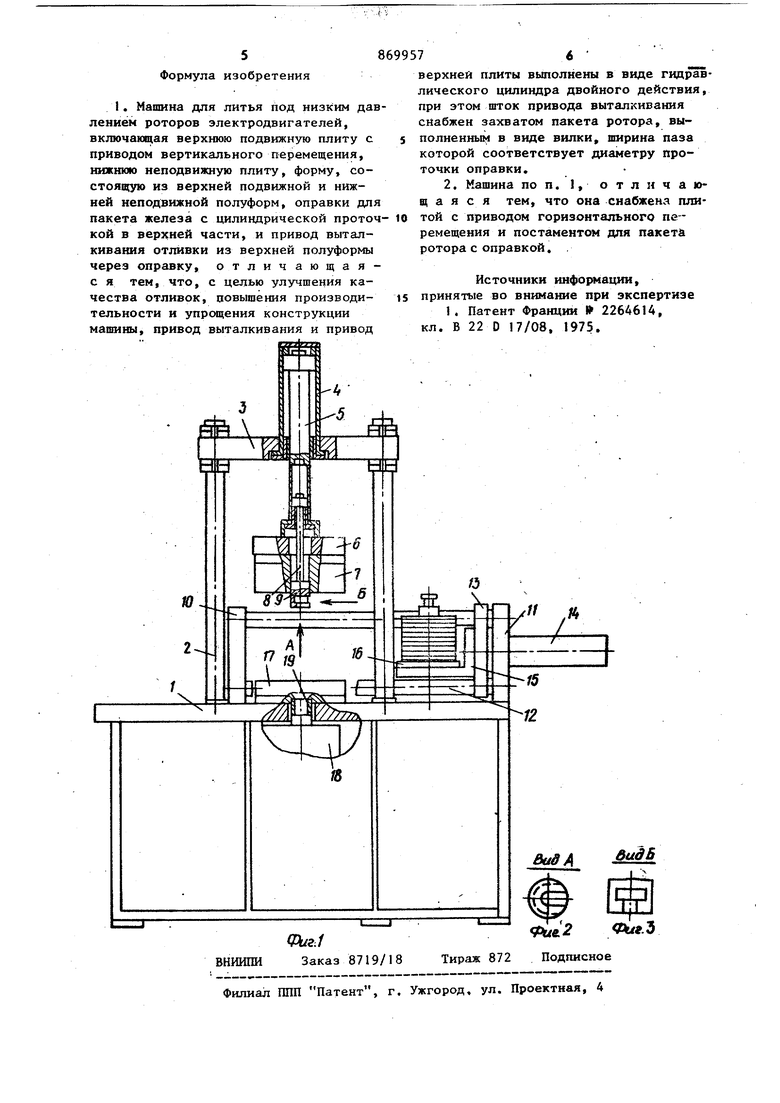
Изобретение относится к области литейного производства, в частности к литью под низким давлением, и может быть использовано для получения роторов электродвигателей в условиях массового и крупносерийного производства Известна машина для литья роторов электродвигателей, включающая нижнюю неподвижную плиту и верхнюю подвижную плиту, форму, состоящую из нижней неподвижной и верхней подвижной полуформ, оправку с набранным на ней пакетом роторного железа, которая снабжена приводом выталкивания из верхней полуформы, взаимодействующим с оправкой I . Однако в такой машине отливки не предохранены при выталкивании от ударов, что приводит к деформации вентиляторных лопаток и колец ротора. Кроме того, не механизирована установка пакетов железа с оправкой в форму, что снижает производительность машины а применение индивидуальных привода выталкивания и привода верхней граверсы усложняет конструкцию машины. Цель изобретения - улучшение качества отливок, повышение производительности и упрощение конструкции машины . Для этого на штоке привода выталкивания установлен захват пакета ротора, вьшолненный в виде вилки, ширина паза которой соответствует диаметру проточки оправки, причем привод выталкивания и привод верхней плиты выполнены в виде гидравлического цилиндра двойного действия. Кроме того, машина снабжена плитой с приводом горизонтального перемещения, на которой крепится постамент для пакета ротора с оправкой. На фиг. 1 изображена предложенная машина, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг, 3 - вид Б на фиг. 1. На плите на вертикальных скалках 2 установлена верхняя неподвижная плита 3 с приводом вертикальных перемещений представляющим собой гидравлический цилиндр двойного действия, корпус 4 которого закреплен на плите 3, а шток 5 соединен с подвижной плитой 6, к которой крепится верхняя полуформа 7, причем внутри штока 5 в его нижней части вмонтирован гидроцилиндр, шток 8 которого проходит через полуформу 7 и заканчивается захватом 9 в виде вилки с Т-обраэным пазом. На плите I смонтирован также механизм горизонтальных перемещений, состоящий из двух боковых неподвижных плит 10 и 11, закрепленных на плите 1, двух скалок 12, соединяющих .плиты IО и П, боковой подвижной плиты I3, установленной на скалках I2, гидроцилиндра I4, корпус которого закреплен на плите П. а шток соединен с плитой 13. На боковой подвижной плите 13 закреплен кронштейн 15, на который устанавливается сменный постамент 16 под пакет ротора с оправкой. . В центре плиты 1 соосно с Приводом вертикальных перемещений крепится ниж няя полуформа 17. Под плитой 1 установлен агрегат 1 заливки, металлопровод 19 которого стыкуется с полуформой 17. Установка работает следующим обра зом. Подготовленный к заливке пакет ро тора с оправкой устанавливается на п стамент 16 и с помощью гидроцилиндра 14 перемещается до оси механизма вер тикальных перемещений и полуформ 7 и 17, при этом хвостовик оправки, на которой собран пакет ротора, буртом входит в Т-образный паз захвата 9, к торый в исходном положении находится в нижнем положении. Включается внутренний гидроцилиндр механизма верти кальных перемещений, и пакет ротора снимается с постамента 16, подтягива ется и прижимается к верхней полуфор ме 7. Плита 13 с кронштейном 15 и по стаментом 16 отводится в исходное по ложение. Включается наружный цилиндр механизма вертикальных перемещений, полуформы 7 и 17 смыкаются через пакет ротора, и происходит обжатие,пакета ротора. Подается давление в агрегат 18 заливки и происходит заливк ротора. После технологической вьщерж ки полуформы 7 и 17 раскрываются, за литый пакет извлекается из нижней по луформы 17 и поднимается в верхнее положение вместе с полуформой 7. Плита I 3 с кронштейном 15 и постаментом 16 подается под пакет ротора. Включается внутренний гидроцилиндр вертикальных перемещений, пакет ротора выталкивается из полуформы 7, опускается на захват .9 и устанавливается на постамент 16. Плита 13 отводится в исходное положение, при этом бурт хвостовика оправки ротора выходит из Т-образного паза захвата 9, Залитый пакет ротора снимается с постамента 16, Операции технологического цикла закончены. Таким образом, установка на штоке привода выталкивания через оправку захвата пакета оотора выполненного в виде вилки, ширина паза которой соответствует диаметру проточки оправки, позволяет механизировать подачу, пакетов железа ротора в форму и предохранить отливку от ударов при выталкивании ее из верхней полуформы, так как при этом отливка не падает, например, на поддон, а зависает на оправке. Это позволяет улучшить качество отливок и повысить производительность машины. Выполнение приводу выталкивания отливки из верхней полуформы через оправку и привода вертикального перемещения верхней траверсы в виде цилиндра двойного действия позволит упростить конструкцию машины, так как отпадает необходимость применения двух приводов. Снабжение машины горизонтально.,подвижной траверсой, на которой крепится постамент для пакета ротора с оправкой, позволяет устанавливать в машину пакет ротора с оправкой за npeflejiaMH формы, что позволяет полностью механизировать процесс подачи пакета ротора с оправкой в форму и удаление залитого ротора за пределы формы. Это также повьшгает производительность машины. Применение предложенной машины позволит уст- 1 ранить такие дефекты, как, например, трещины, вмятины и снизить брак на механизировать подачу пакета железа с оправкой в форму и удаление залитого ротора за пределы формы; повысить производительность машины на 10-15%; упростить конструкцию машины. Ориентировочный экономический эф фект по предварительным расч:етам от внедрения изобретения на Ново-Кахрвском электромашиностроительном заводе составит 140-150 тыс, руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под низким давлением роторов электродвигателей | 1983 |
|
SU1161239A2 |
| Машина для литья под низким давлением роторов электродвигателей | 1987 |
|
SU1458074A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1980 |
|
SU933229A1 |
| Машина для центробежной заливкиРОТОРОВ элЕКТРОдВигАТЕлЕй C ВЕРТиКАльНОйОСью ВРАщЕНия | 1979 |
|
SU793705A1 |
| Машина для центробежного литья сВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU827257A1 |
| Машина для литья под низким давлением | 1980 |
|
SU900969A1 |
| Машина для центробежной заливки роторов электродвигателей с вертикальной осью вращения | 1980 |
|
SU919807A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1975 |
|
SU532467A1 |
| Установка для литья | 1979 |
|
SU821054A1 |
| Машина для литья под низким давлениемРОТОРОВ элЕКТРОдВигАТЕлЕй | 1979 |
|
SU831316A1 |
