I
Изобретение относится к питейному производству и может быть использован для иопучения роторов электродвигателей в условиях массового и крупносерийного производства.
Известна машина для запивки роторов эпектродвигатепей, в которой выталкивание отливок из верхней полуформы производят в пакет железа и оправку 1}. В этой конструкции не решены вопросы предохранения отливки при выталкивании от ударов, что приводит к деформации ротора.
Наибопее близкой к изобретению по технической сущности является машина дпя литья под низким давлением роторов. электродвигателей, содержащая нижнююнеподвижную и верхнюю подвижную траверсы с полуформами и рычаг фиксации оправки Г2 .
Однако для установки пакета железа в форму и,удаления готовой отливки, используется манипулятор, принцип работы которого заключается в обхвате
пакета железа извне. Конструкция такого манипулятора очень громоздка в по площади он занимает до ЗО% площади машины. Установка пакета железа на позицию заливки и удаление готового изделия составляет 25% от времени идущего на каждую заливку, что сн11Жа- ет производительность машины.
Цель изобретения - упрощение конструкции машины и повышение произ10водительности.
Поставленная цель достигается тем, что в известной машине, содержащей нижнюю неподвижную и верхнюю noABHKiiную траверсы с полуформами, оправку
15 для Пакета роторного железа с цилшшрв ческой проточкой и рычаг фиксации оправки, нижняя траверса снабжена центрирующими колонками и подпружиненной тележкой с приводом горизонтального
20 перемещения и центрирующими втулками.
- На чертеже изображена описываемая
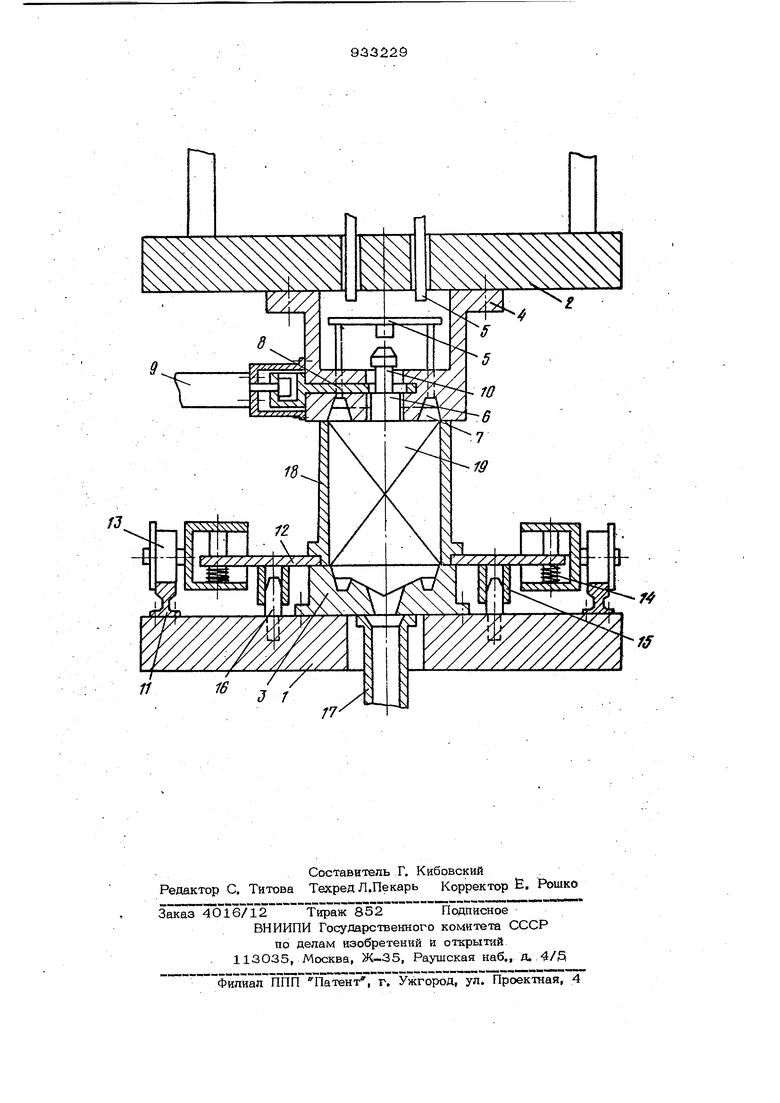
машина. Машина состоит нз нижней неподвиж ной траверсы 1 и верхней подвижной траверсы 2, к которым крепится нижняя попуформа 3 и верхняя попуформа 4; системы 5 выталкивания, вэаимодействующей с оправкой 6 и верхним кольцом 7, рычаг 8 с приводом 9 горизонтального перемещения. На оправке 6 выполнена цилиндрическая проточка 10, с которой вааимо; йствует рычаг 8 в период выталкивания отливки. На неподвижной траверсе 1 установлена на рельсах 11 тележка 12 с колесом -13. Тележка 12 снабжена пружинами 14 и центрирующими втулками 15. Неподвижная траверса снаб жена центрирующими колонками 16. Жидкий металл в форму подают через металлогфовод 17 под низк11м давлением. Для предотвращения выброса жидкого металла tiptt заливке служит разъемная обойма 18, которая плотно обжимает пакет железа 19. Тележка снабжена приводом горизонтального перемещения. Машина работает следующим образом. Пакет роторного железа 19, предварнтельно обжатый с помощью обоймы 18 устанавливается на тележку 12. Теленска 12 с помощью привода горизонтального перемещения подается на позицию заливки. Опускается верхняя полуформа 4, При этом за счет сжатия пружин 14 пшсет железа 19 на тележке 12 плотно прижимается к нижней полуформе 3. Центрирующие колонки 16 неподвижной траверсы 1. входят в центрирующие втулки 15 тележки 12. Форма готова к заливке. Через металлопровоД 17 в форму подают жидкий металл. После формирования и кристаллизации отливки при помощи привода 9 гс иаонтального перемещения рычаг 8 перемещается в крайнее правое положение и при этом заходит в проточку 10 оправки 6. Верхнюй) полуформу 4 отвбдят вверх. Залитый ротор с обоймой 18 за счет уклонов и нижней части оправки 6, оформл5пощей внутреннюю поверхность нижнего кольца отливки, остается в верхней полуформе.. Срабатъшает система 5 выталкивания, при этом вытол кнутая из верхней полуформы отливка зависает на проточке 10 оправки 6. Затем верхняя полуформа опускается, рычаг 8 перемещается в крайнее левое положение, освобождая onpaBicy 6. Верхняя полуформа поднимается и залитый ротор с обоймой остается на тележке, которая за счет пружин 14 приподнялась над нижней полуформой. При помощи привода горизонтального перемещения тележка с залитым ротором перемещается на позицию разборки. После ОЧИСТКИ и окраски формы процесс повторяют. Снабжение машины тележкой с приводом горизонтального перемещения, вы полненной подпружиненной и с центрирующими втулкамипозволяет уменьщить металлоемкость манипулятора в 3-4 раза, что упрощает констщтщию машины. Доставка пакета на позвдию заливки и транопортировки залитого ротора с позиции заливки с помощью тележек позволяет сократить время на эти операции по сравнению с существующей технологией и осуществление этих операций с помощью, например, поворотного манипулятора, что повысит производительность машины на 10-15%. Ориентировочный экономический эффект по предварительным отсчетам от внедрения изобретения на .одном заводе составит 14О-15О тыс. руб. в год. Формула из обретен Ия Мащина для литья под низким давлением роторов электродвигателей, содержащая нижнюю неподвижную и верхнюю подвижную траверсы с полуформами, оправку для пакета роторного колеса с цилиндрический проточкой и рычаг фиксации оправки, отличающаяся тем, что, с целью упрощения конструкции и увеличения производительности , нижняя траверса снабжена центрирующими колсиками и подпружетенной тележкой с приводом горизонтального перемещения и центрирующими втулками. Источники информации, принятые во внимание при экспертизе 1.Любецкий Р. Т. и др. Литье обмотки роторов электродвигателей. М., Энергия, 1969. 2.Авторское свидетельство СССР по . № 2829323/О2, . кл. В 22 D 17/12, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под низким давлением роторов электродвигателей | 1979 |
|
SU869957A1 |
| Машина для литья под низким давлениемРОТОРОВ элЕКТРОдВигАТЕлЕй | 1979 |
|
SU831316A1 |
| Машина для литья под низким давлением роторов электродвигателей | 1987 |
|
SU1458074A1 |
| Устройство для заливки роторов электродвигателей на машинах литья под давлением | 1980 |
|
SU933226A1 |
| Устройство для заливки роторов электродвигателей | 1977 |
|
SU703233A1 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Установка для литья под давлением роторов электродвигателей | 1982 |
|
SU1066736A1 |
| Машина для литья под низким давлением | 1976 |
|
SU603491A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1975 |
|
SU532467A1 |