4j
:с
9С
эе
Изобретение относится к области машйносороения, преикгущественно станкостроению, и может быть использовано, для контроля геометрической точности станков. .. : По основному, авт. св. № 405257 известен способ контроля точности взаи ного положения и направления перемеще ния основных .узлов металлорежущих станков l .. С целью повышения точности конт роля перпендикулярности осей шпинделей способ осуществляется при вращении шпинделей на рабочей скорости, при этом измерительные прибор), закреплеин ные на одном узле станка и расположен ные в перпендикулярной оси вращения контрольной оправки плоскости во взаим но перпендикул5фны:: направлениях изм рения, определяют точку, лежащую на о вращения шпинделя, и при относительно перемещении узлов - точность направл& ния и прямолинейность их перемещения относительно оси вращения шпинделя. Кроме этого, измерительные приборы, закр.еш1енные на одном узле станка и расположенные в двух перпендикул$фных оси вращения контрольной оправюс плоокостях во взаимно перпендикулярных направлениях измерения, определяют по двум точкам ось вращения шпинделя и хфи относительном перемещении уз лов - точность направления и непрямолинейность их перемещения относительно оси вращения шпинделя. Однако известный способ не обеспечивает точности контроля перпендикуляр ности осей шпинделей. 84.2 Целью изобретения является повышение точности контроля перпендикулярности осей шпинделей. Поставленная цель достигается тем, что при осуществлении известного способа к неподвижно закрепленным датчикам поочередно подвод$гг контрольные оправки с измерительной базой, перпендикулярной оси вращения одного шпинделя, и с измерительной базой, параллельной оси вращения другого шпинделя. Кроме этого, измерительную базу, параллельную оси вращения шпинделя, перемещают вдоль оси контрольной оправки от одного датчика к другому,. Сущность изобретения поясняется чертежом. Контрольную оправку 1 вращают со шпинделем на рабочей скорости. Вдоль оси контрольной оправки перемещают измерительную базу-кольцо .2 от одного датчика 3 к другому. После регистрации показаний с помощью измерительных приборов 4 и отвода шпинделя с контроль, ной оправкой 1 в исходное положение к датчикам 3 подводят шпиндель с контрольнымфлайпем 5,имеющим базовый тореи, При вращении шпинделя на рабочей скорости по разнице показаний измеритель- ных приборов 4 определяют величину неперпендикулярности осей вращения этих шпинделей. Использование изобретения позволит повысить точность контроля перпендикупярностк осей шпинделей за счет учета влияния динамических факторов на взаимное положение шпинделей и исключения отклонений форм поверхностей контрольных оправок.
1. СПОСОБ КОНТРОЛЯ ТОЧНОСТИ ВЗАИМНОГО ПОЛОЖЕНИЯ И НАПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЯ ОСНОВНЫХ УЗЛОВ МЕТАЛЛОРЕЖУЩИХ СТАН-• КОВ по авт. св. № 4О5257, о т л и- ч а ю щ ч и с я тем, что, • с цепью повышения точности контроля перпендику— л$фности осей шпиндепей, к неподвижно эакрахпенным датчикам поочередно подво- д$гг контрольные оправки с измерительной базой, перпендикулярной оси вращения одного шпинделя и параллельной оси вра^ щения другого шпинделя.2. Способ по п. 1, отличающийся тем, что измерительную базу, параллельную оси вращения щпи»-i деля, перемещают ^вдоль оси контрольной оправки от одного датчика к друго-.:МУ..''•i(ЛС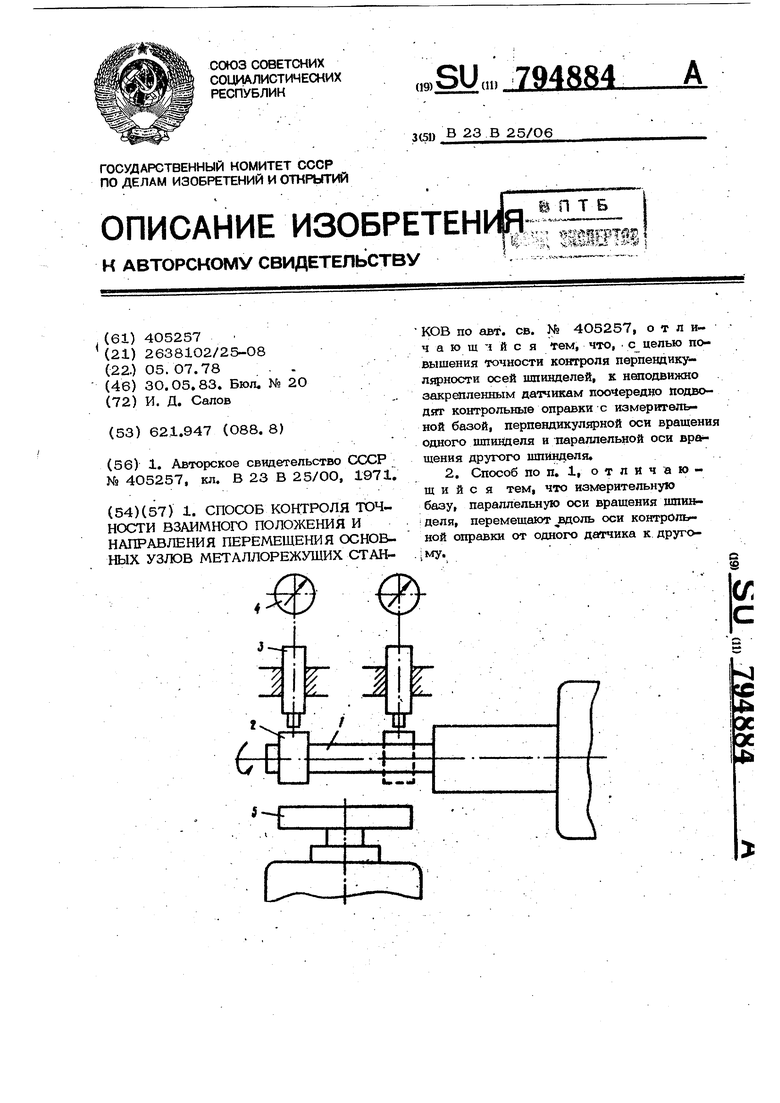
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля точности взаимного положения и направления перемещения основных узлов металлорежущих станков | 1969 |
|
SU405257A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
