.;; S-r iV|f -
i/i r frs 3 -;
-... в..,;,,с ,:.
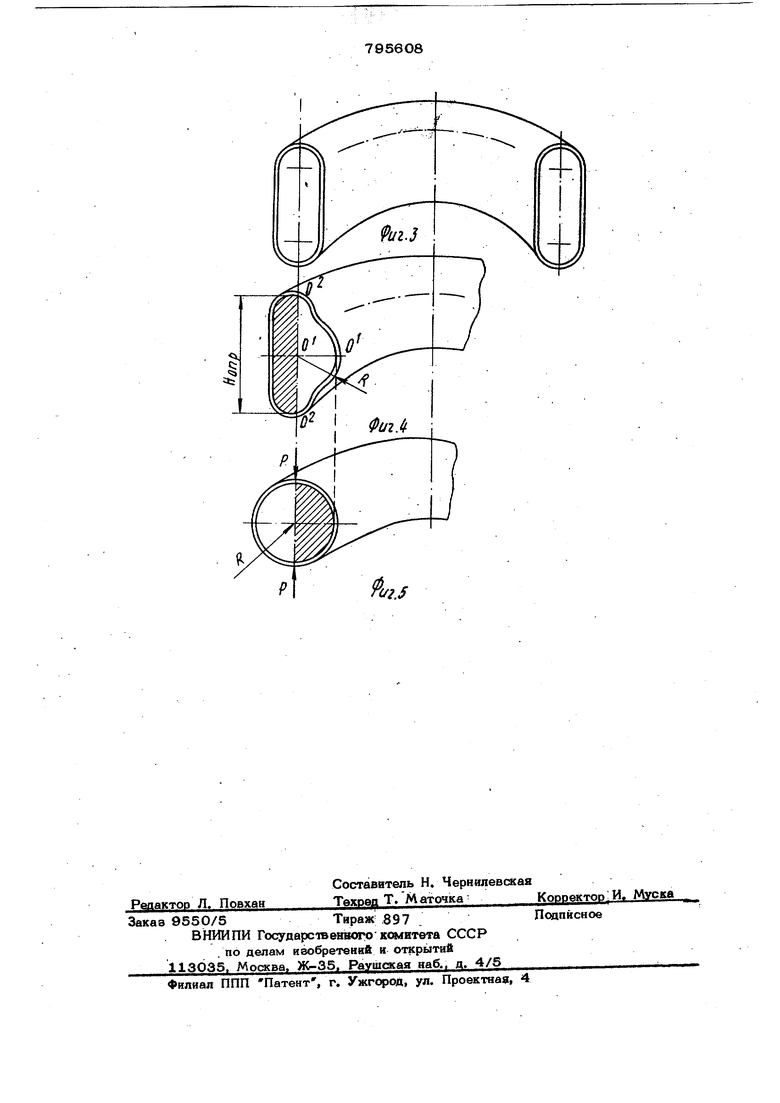
равен радиусу патру&са. Так как высота Н не: уменьшается, происходит 9 с яжение аагогговки в окружнеми направлении, что предотвращает потерю устойчивости в сжатой зоне. Формовка производится известным способом, например давлением жидкости, подаваемой внутрь .трубы.. На последней операции (фиг.5) производится формообразование выпуклой части заготовки. Для предотвращения деформации вогнутой части используется наружная
или внутренняя оправка (заштрихованная часть с радиусом Я). Для предотвращения разрушения выпуклой части заготовив уменьшают вы.соту К д6 диаметра патруйеа, прикладывая усилие обжима R. Формообразование производят любым известным cntvсобом, например давлением сжатой жидко сти, подаваемой внутрь трубы.
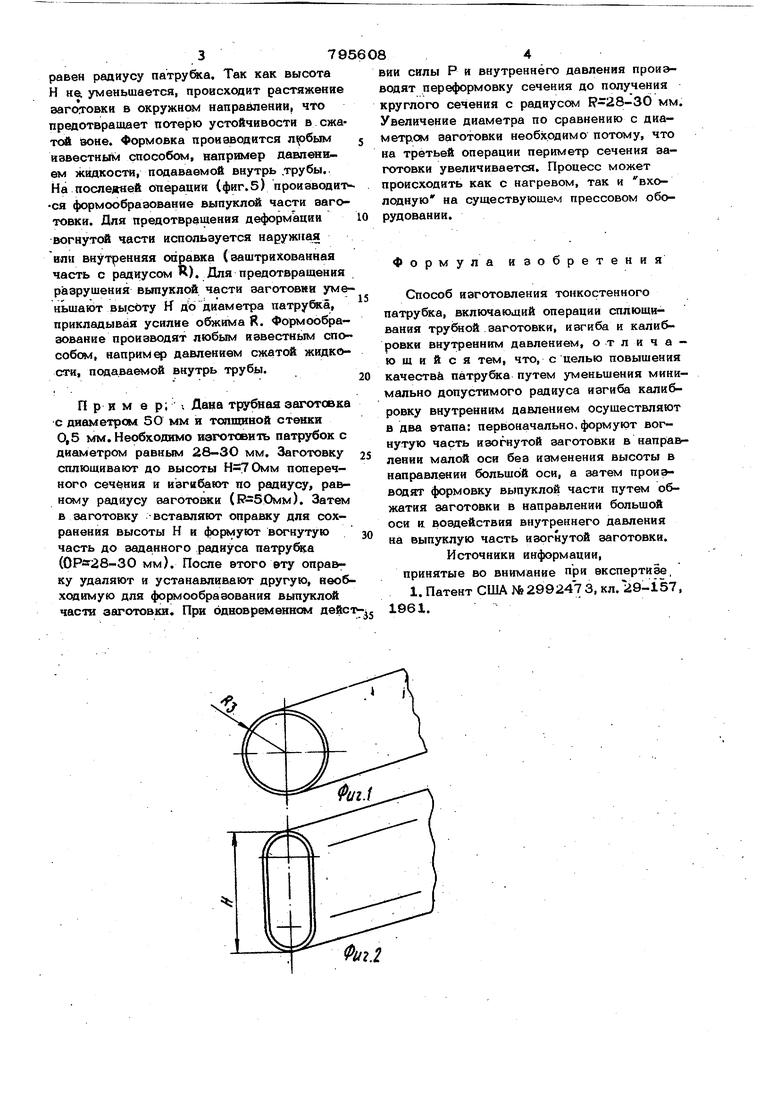
Прим е р; X Дана трубная заготовка с диаметром 5О мм и толщиной стенки 0,5 мм. Необходимо изготовить патрубок с диаметром равным 28-ЗО мм. Заготовку сплющивают до высоты поперечного сеч0ния и изгибают по радиусу, равному радиусу заготовки (). Затем в заготовку -вставляют оправку для сохранения высоты Н и формуют вогнутую часть до заданного радиуса патру а (ОР 28-30 мм). После этого эту оправ ку удаляют и устанавливают другую, необ ходимую для формообразования выпуклой части заготовки. При одновременном дейст
ВИИ силы Р и внутреннего давления пронэводят переформовку сечения до получения круглого сечения с радиусом R-28-Зб мм Увеличение диаметра по сравнению с диаметр.см заготовки необходимо потому, что на третьей операции периметр сечения заготовки увеличивается. Процесс может происходить как с нагревом, так и вхолодную на существующем прессовом оборудовании.
Формула изобретения
Способ изготовления тонкостенного патрубка, включающий операции сплющивания трубной заготовки, изгиба и калибровки внутренним давлением, отличающийся тем, что, с целью повышения качества патрубка путем уменьшения минимально допустимого радиуса изгиба калибровку внутренним давлением осуществляют в два этапа: первоначально, формуют вогнутую часть изогнутой заготовки в направлении малой оси без изменения высоты в направлении большой оси, а затем производят формовку выпуклой части путем обжатия заготовки в направлении большой оси и. воздействия внутреннего давления на выпуклую часть изогнутой заготовки.
Источники информации, принятые во внимание при экспертизе,
1. Патент США № 299247 3, кл. 29-157, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2251462C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| Способ изготовления листовых профилей с отбортовками | 1984 |
|
SU1248690A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
.2
