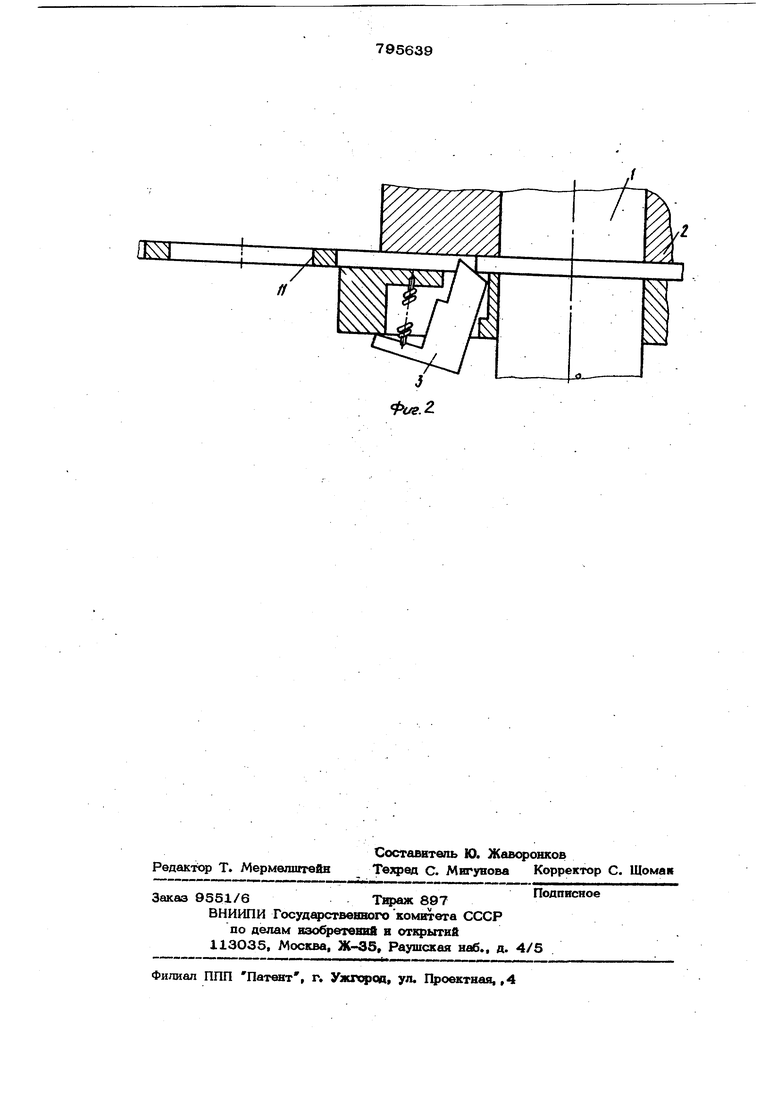
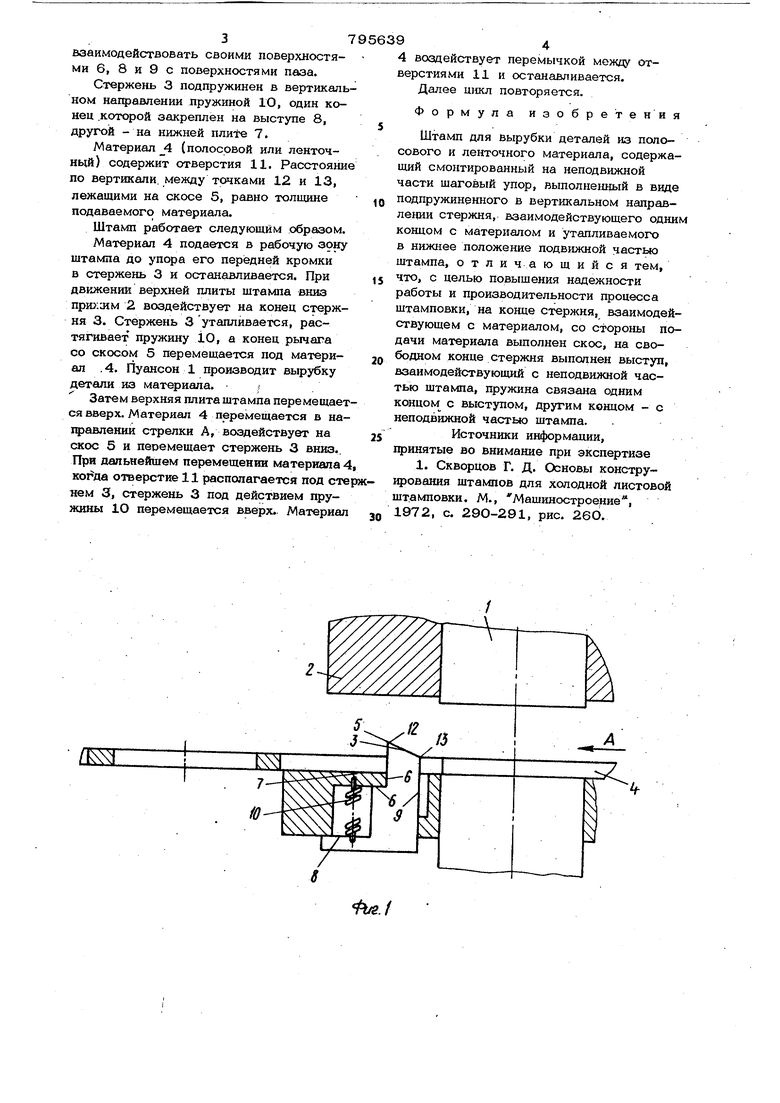
Изобретение.ОТНОСИТСЯ к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении.. Известен штамп для вырубки деталей из полосового и ленточного материала, содержащий закрепленные на верхней пли те штампа вырубной пуансон и толкатель прижим, смонтированный в неподвижной части штампа шаговый упор, выполненны в виде подпружиненного в вертикальном направлении стержня, утапливаемого в нижнее положение толкателем Г. Иод остатком известного штампа является ненадежность работы и малая производительность процесса штамповки. Цель изобретения - повьпиение надежности pa6oTf i и производительности процесса штамповки. Поставленная цель достигается тем, «гго на конце стержня, взаимодействующе с материалом, со стороны подачи материала выполнен скос, а на свободном , конце стержня выполнен выступ; взаимодействующий с неподвижной частью штампа, пружина связана одним концом с выступом, другим концом - с неподвижной частью штампа,.. На фиг. 1 схематически изображен предлагаемый штамп в положении фиксации материала упором; На фиг. 2. - то же, в положении выхода упора из взаимодействия с материалом.. Штамп для вырубкк деталей из полосового и ленточного материала содержит закрепленный на верхней плите (на чертеже не показана) вырубной пуансон 1, прижим 2 (или матрицу), шаговый (1 упор, выполненный в виде ступенчатого стержйя 3, на конце которого со Ьтороны подаваемого материала 4 выполнен скос 5. Стержень 3 имеет ступеньку 6, взаимодействующую с нижней плитой ИЛИ иной неподвижной частью штампа, выступ 8,, взаимодействующий с нижней плитой 7 штампа. Кроме того „стержень 3 установлен в фигурном пазу, выполненным в нижней плите 7 штампа, и может
взаимодействовать своими поверхностями 6, 8 и 9 с поверхностями паза.
Стержень 3 подпружинен в вертикальном направлении пружиной 10, один конец .которой закреплен на выступе 8, другой - на нижней плит« 7.
Материал 4 (полосовой или ленточнмй) содержит отверстия 11. Расстояние по вертикали, между точками 12 и 13, лежащими на скосе 5, равно толщине
подаваемого материала.
Штамп работает следующим образом. Материал 4 подается в рабочую зону щтампа до упора его передней кромки в стержень 3 и останавливается. При
движении верхней плиты штампа вниз прю:-мм 2 воздействует на конец стержня 3. Стержень 3утапливается, растягивает пружину iO, а конец рьиага со скосом 5 перемещается под материал .4, Пуансон 1 производит вырубку детали из материала.
Затем верхняя плита штампа перемещается вверх. Материал 4 перемещается в на1Чзавлешш стрелки А, воздействует на
скос 5 и перемещает стержень 3 вниз.. При дальнейшем перемещении материала 4 Korvia отверстие 11 располагается под стенем 3, стержень 3 под действием пружины 1О перемещается вверх. Материал
4 воздействует перемычкой межау отверстиями 11 и останавливается. Далее шссп повторяется.
Формула изобретения
Штамп для вырубки деталей из полосового и ленточного материала, содержащий смонтированный на неподвижной части шаговый упор, выполненный в виде подпружиненного в вертикальном направлении стержня, взаимодействующего одни концом с материалом и утапливаемого в нижнее положение подвижной частью штампа, о т л и ч а ю щ и и с я тем, что, с целью повышения надежности работы и производительности процесса штамповки, на конце стержня, взаимодействующем с материалом, со стороны подачи материала выполнен скос, на свободном конце стержня выполнен выступ, взаимодействующий с неподвижной частью штампа, пружина связана одним концом с выступом, другим концом - с неподвижной частью штампа.
Источники информации, принятые во внимание при экспертизе
1. Скворцов Г. Д. Основы констру{фования штампов для холодной листовой штамповки. М., Машиностроение, 1972, с. 29О-291, рис. 26О.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый упор к пробивному штампу | 1978 |
|
SU667285A1 |
| Штамп для вырубки деталей из полосо-ВОгО и лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU820979A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |
| Шаговый упор к пробивному штампу | 1986 |
|
SU1362543A2 |
| Вырубной штамп | 1978 |
|
SU795638A1 |
| Штамп для пробивки или вырубки с устройством для подачи полосового и ленточного материала | 1981 |
|
SU967616A1 |
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Штамп с автоматическим шаговым упором | 1983 |
|
SU1130427A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |