Изобретение относится к обработке металлов давлением, в частности к последовательной штамповке полосового или ленточного материала, и может быть использовано для изготовления деталей, преимущественно П-образной формы.
Известен способ изготовления последовательной штамповкой из полосового или ленточного материала, при котором материал подают до упора, на позиции формообразования формируют П-образный профиль детали, отрезают деталь от материала (см. авторское свидетельство RU №414031, МПК B21D 35/00, B21D 5/00, B21D 45/00, 1974 г.).
Однако известный способ невозможно осуществить без дополнительных механизмов для удаления детали из штампа, для чего применяют выталкиватель 4, траверсу 18, выталкиватель 14 и другие детали, которые снижают производительность процесса изготовления П-образных деталей, так как на срабатывание дополнительных механизмов требуется дополнительное время.
Известен также способ изготовления деталей из полосового или ленточного материала последовательной штамповкой, при котором материал вначале подают на позицию образования технологического выреза, перемещают материал на шаг, равный размеру детали, изготавливают следующий технологический вырез, затем перемещают до упора на позицию формообразования, формируют заготовку по форме детали, отрезают деталь от материала и удаляют (см. авторское свидетельство RU №1156776, МПК B21D 28/00, 1985 г.).
Недостатком известного способа являются ограниченные технологические возможности, что не позволяет изготавливать детали П-образной формы.
Техническим результатом, на который направлено изобретение, является расширение технологических возможностей способа путем обеспечения возможности изготовления П-образных деталей из полосового или ленточного материала, а также повышение производительности процесса изготовления П-образных деталей.
Технический результат достигается тем, что в способе изготовления П-образных деталей из полосового или ленточного материала последовательной штамповкой, при котором материал вначале подают на позицию образования технологического вырез-скоса у торца материала, перемещают материал на шаг, равный длине детали, и изготавливают следующий технологический вырез-скос, затем перемещают до упора на позицию формообразования, формируют заготовку по форме П-образной детали, отрезают деталь от материала и удаляют, в отличие от прототипа удаление П-образной детали осуществляют материалом при его перемещении с позиции формообразования.
Признаки предлагаемого изобретения отвечают требованию п.10.7.4.3(8) Регламента:
«удаление П-образной детали осуществляют материалом при его перемещении с позиции формообразования» - наличие действия (удаление детали), условия осуществления действий (осуществляют материалом при его перемещении с позиции формообразования).
В результате анализа уровня техники того же назначения заявленного способа, технических решений, совпадающих с признаками формулы предложенного изобретения, в совокупности существенных признаков не выявлено (Статья 1350(2) Кодекса).
Совокупность признаков формулы изобретения позволяет достичь технического результата - расширение технологических возможностей способа путем обеспечения возможности изготовления П-образных деталей из полосового или ленточного материала, а также повышение производительности процесса изготовления П-образных деталей, т.е. признаки находятся в причинно-следственной связи с указанным результатом (п.10.7.4.3. Регламента) и являются существенными, что позволяет сделать вывод о соответствии технического решения условию патентоспособности «новизна», так как из уровня техники не обнаружено средство (устройство, способ) того же назначения, что и предложенное изобретение, которому (техническому решению) присущи все приведенные в независимом пункте формулы изобретения существенные признаки (п.24.5.2 Регламента). Согласно п.24.5.3 Регламента проведена проверка изобретательского уровня:
- определены наиболее близкие аналоги: а.с. 1156776 и а.с. 414031;
- выявлены признаки, которыми заявленное изобретение отличается от наиболее близкого аналога - признак «удаление П-образной детали осуществляют материалом при его перемещении с позиции формообразования».
- из уровня техники решений, имеющих признаки, совпадающие с отличительными признаками предложенного изобретения, не выявлены.
Следовательно, заявленное техническое решение соответствует условию патентоспособности «изобретательский уровень».
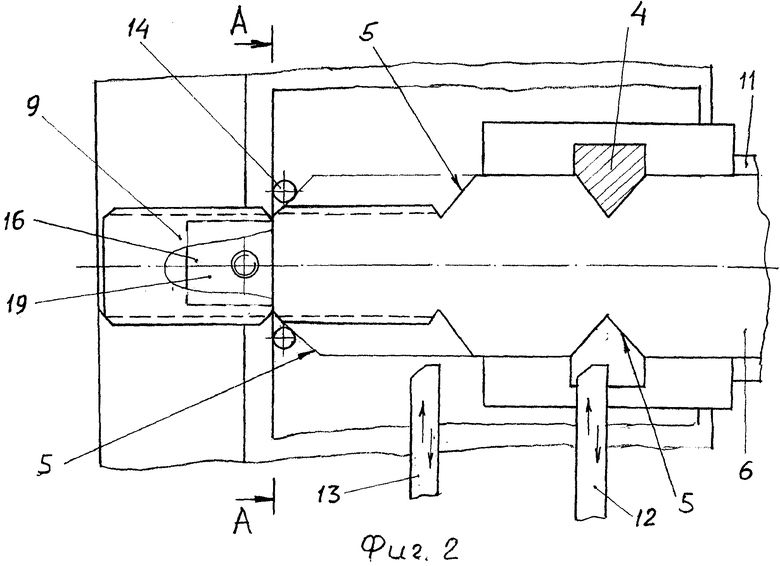
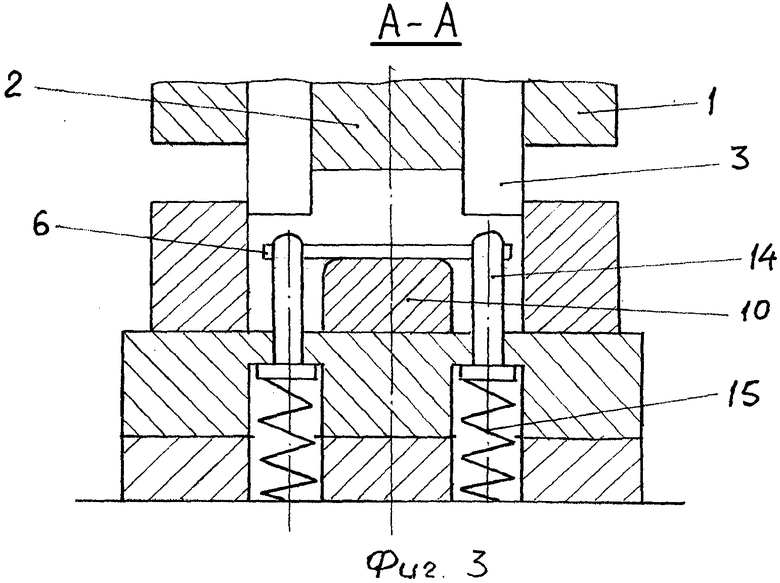
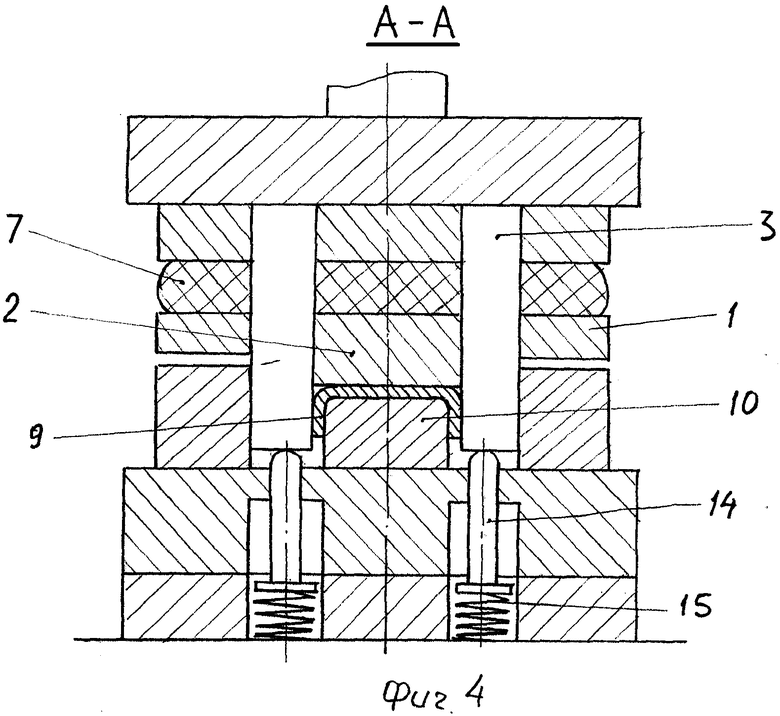
На фиг.1 показан штамп последовательного действия изготовления П-образных деталей из полосы для осуществления способа; на фиг.2 показана нижняя половина штампа, вид сверху; на фиг.3 - разрез A-A на фиг.2, при открытом положении штампа; на фиг.4 - то же при закрытом положении штампа.
Штамп содержит на верхней плите матрицу 1, состоящую из прижима 2 и гибочных пуансонов 3, вырубные пуансоны 4 для образования технологических боковых вырезов-скосов 5 в полосе-заготовке 6, буфер 7, пуансон 8 отрезки готовой детали 9.
На нижней плите установлены: пуансон-матрица 10, направляющие планки 11 для полосовой заготовки 6, временные упоры 12 и 13, а также утопающие упоры 14, расположенные с зазором не менее толщины заготовки относительно граней пуансон-матрицы 10. Упоры 14 подпружинены пружиной 15.
На нижней плите за пуансон-матрицей 10 установлен подвижный прижим 16. Прижим 16 закреплен на направляющей 17, имеющей буртик 18, ограничивающий положение верхней поверхности прижима 16 по зеркалу пуансон-матрицы 10.
Прижим 16 выполнен в виде платформы 19 для размещения детали 9, при этом длина платформы 19 равна не менее половины длины детали 9.
Способ осуществляется следующим образом.
Заготовку 6 (полосу или ленту) подают по пуансон-матрице 10 между направляющими планками 11 до временного упора 12 на позицию образования вырубными пуансонами технологических вырезов-скосов 5 на торце заготовки 6. Затем заготовку 6 перемещают на шаг, равный длине детали, до временного упора 13 и изготавливают следующий технологический вырез-скос 5. Временные упоры 12 и 13 в работе с обрабатываемой заготовкой больше не участвуют.
Заготовку 6, имеющую боковые технологические вырезы-скосы 5, перемещают до касания первого выреза-скоса 5 на торце заготовки упора 14 на позиции формообразования, где при рабочем ходе ползуна пресса (не показан) заготовка 6 прижимается прижимом 2 к пуансон-матрице 10 и гибочными пуансонами 3 производится гибка заготовки до П-образной формы, при этом пуансоны 3 нажимают на упоры 14, которые утапливаются в нижней плите.
В это же время вырубные пуансоны 4 вырезают следующие технологические вырезы-скосы 5.
Затем при подъеме верхней плиты утопающие упоры 14 возвращаются в исходное положение, и заготовку 6 перемещают на позицию отрезки, полки П-образного полуфабриката детали 9 проходят между гранями пуансон-матрицы 10 и с зазором относительно упоров 14, и при опускании верхней плиты пуансон 8 отрезает первую деталь 9, находящуюся на платформе 19 прижима 16, при этом полуфабрикат второй детали касается своим вырезом-скосом в упор 14. Далее, снова при подъеме верхней плиты удаление П-образной детали 9 с платформы 19 осуществляют материалом (полосой, лентой) при его перемещении с позиции формообразования.
Затем цикл повторяется.
Изобретение промышленно применимо.
Подтверждением является факт разработки технологической и конструкторской документации, изготовления П-образных деталей на ОАО «Производственное объединение «Завод им. Серго».
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ П-ОБРАЗНОЙ ФОРМЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2012 |
|
RU2510734C1 |
| Способ центрирования полосового материала при изготовлении П-образных деталей | 2018 |
|
RU2686754C1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Г-ОБРАЗНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2007 |
|
RU2354480C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТОГО МЕТАЛЛИЧЕСКОГО ПРОФИЛЯ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581687C2 |
| Способ изготовления П-образных изделий штамповкой из листа, например передней панели двери домашнего холодильника | 2020 |
|
RU2739057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для вырубки деталей изпОлОСОВОгО и лЕНТОчНОгО МАТЕРиАлА | 1978 |
|
SU795639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1993 |
|
RU2089315C1 |
Изобретение относится к обработке металлов давлением, в частности к последовательной штамповке полосового или ленточного материала, и может быть использовано для изготовления деталей преимущественно П-образной формы. При осуществлении способа изготовления П-образных деталей, полосу или ленту подают до упора на позицию образования вырубными пуансонами технологических вырезов-скосов на торце заготовки. Затем перемещают на шаг, равный длине детали, и изготавливают следующий вырез-скос, снова перемещают до упора на позицию формирования, где формируют заготовку по форме П-образной детали, отрезают деталь от заготовки и удаляют. Причем удаление готовой детали осуществляют полосовым или ленточным материалом при его перемещении с позиции формообразования. Расширяются технологические возможности, и повышается производительность. 4 ил.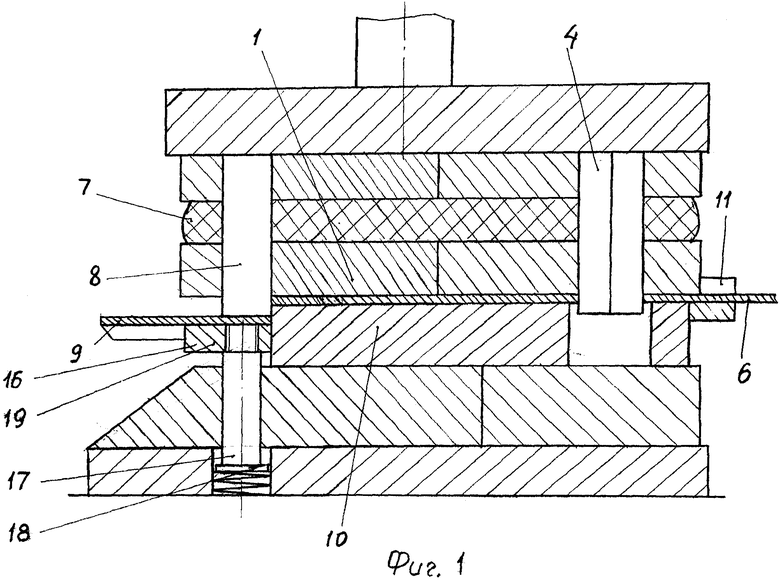
Способ изготовления П-образных деталей из полосового или ленточного материала последовательной штамповкой, отличающийся тем, что осуществляют подачу материала до упора, образуют технологический вырез-скос у торца материала, перемещают материала на шаг, равный длине детали, образуют следующий вырез-скос, перемещают до упора на позицию формообразования, формируют П-образную деталь, отрезают полученную деталь и удаляют ее полосовым или ленточным материалом при его перемещении с позиции формообразования.
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Способ получения изделий П-образного профиля из листа | 1989 |
|
SU1708469A1 |
| СПОСОБ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2132758C1 |
| А.Н.МАЛОВ "Технология холодной штамповки", Оборонгиз, М., 1963, с.383-385, фиг.194 б | |||

