;: :,:
Изобретение Относится к обработке металлов давлением, в частности к ним инструментам для чистовой обработ-. , ки сквозных отверстий в H3AenHaXj и мо«. жет быть использовано при изготовление рабочих отверстий в Матрицах раздели- V тельных штампов,.
Известно устройство для обработки отверстий в деталях в частности рабом, чих отверстий в матрицах разделительных штампов, содержащее основание, на I OTOром установлены матрица с преДВарВтепь но обработшшым отверстием и кап аёля- ющая плита с отверстием, в которой аод вижно установлен-пуансон li.
Однако это устройство, не обеепечвва« ет нeoбxoдиJvIyю стойкость пуанс {а возможной несоосности отверстия в направляющей плите с предварительно обработанным отверстием в матрице. Особенно это проявляется при наличии нескольких рабочих отверстий в матрице. :
Цель изобретения - повышение стой- кости пуансона.
Г Указанная цель достигается тем, что устройство снабжено шЬтрументом для . гфе арительного удаления припуска в обраЗатьюаемом . отверстии, установленным в отверстии направляющей плиты соосяо с пуансоном и вьшолнешым в виде стержней с наклонными режущими кромками, расположенных соответственно обрабаты- ваемому ксяатуру.
В полости, образованной стержнями с НЁЖЛонными режущими кромками, размещены Прокйжуточные вставки, вьтопненные в виде стержней, промежутки между стержнями заполнены связующей массой, а между направляющей плитой и матрш1ей помещена прокладка, которая закреплена на направляющей плите.
В отверстии направляющей плиты размещен дополнительный инструмент для предварифельнсяо удаления припуска.
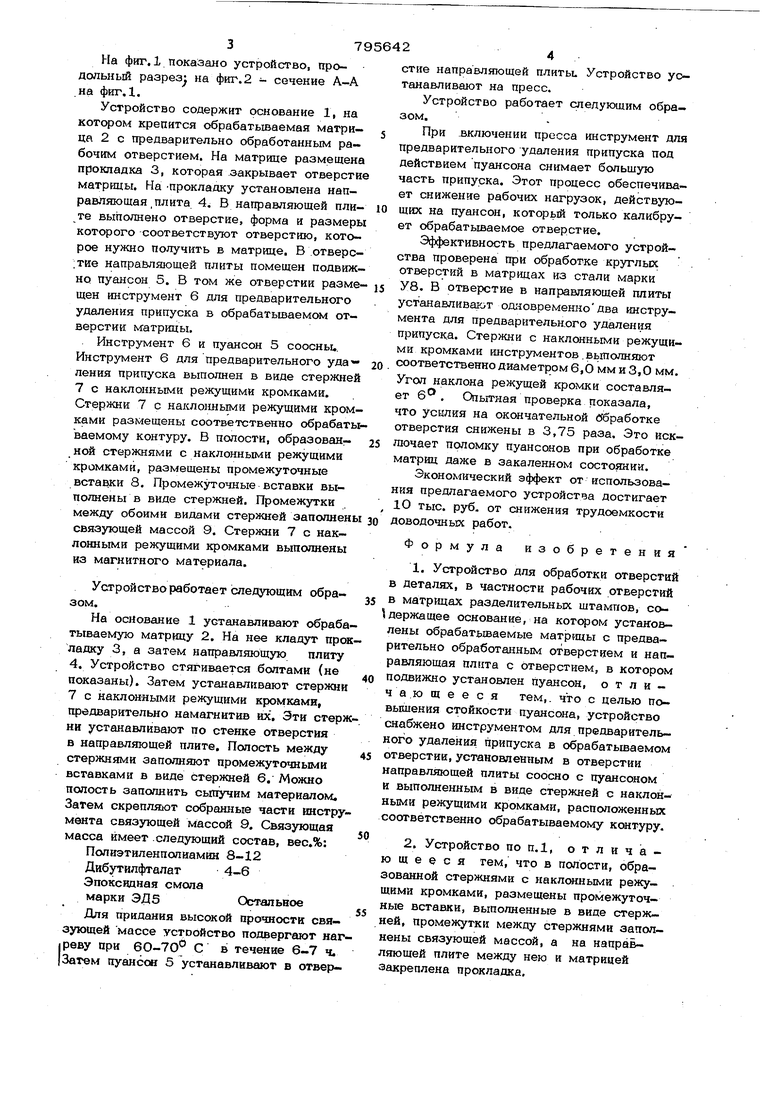
Кроме геЯЧ), стержни с наклсжными режущими кромками выполнены из маг-, нитного материала. На фиг.1 показано устройство, продольный разрезу на фиг.2 - сечение А-А на фиг.1. Устройство содержит основание 1, на котором крепится обрабатываемая матри- ца 2 с предварительно обработанным рабочим отверстием. На матрице размещена прокладка 3, которая закрывает отверсти матрвды. На Прокладку установлена направляющая, плита 4. В направляющей плите выполнено отверстие, форма и размеры которого соответствуют отверстию, которое нужно получить в матрице. В .отверс- :тие направляющей плиты помещен подвиж но пуансон 5. В том же отверстии разме щен инструмент 6 для предварительного удаления припуска в обрабатьшаемом отверстии матрицы. Инструмент 6 и пуансон 5 соосны.. Инструмент 6 для предварительного уда ления припуска выполнен в виде стержней 7 с наклонными режущими кромками. Стержни 7 с наклонньтми режущими кром ками размещены соответственно обрабаты ваемому контуру. В полости, образованной стержнями с наклонными режущими кромками, размещены промежуточные вставки 8. Промежуточные вставки выполнены в виде стержней. Промежутки . между обоими видами стержней заполнен связующей массой 9. Стержни 7 с наклонными режущими кромками выполнены из магнитного материала. Устройство работает следующим образом. На основание 1 устанавливают обраба тываемую матрвду 2. На нее кладут прок ладку 3, а затем направляющую плиту 4. Устройство стягивается болтами (не показаны). Затем устанавливают стержни 7 с наклонными режущими кромками, предварительно намагнитив их. Эти стерж нн устанавливают по стенке отверстия в направляющей плите. Полость между стержнями заполняют промежуточньпли вставками в виде стержней 6. Можно полость заполнить сьщучим материалом:. Затем скрепляют собранные части инстру мента связующей массой 9. Связующая масса имеет .следующий состав, вес.%: Полиэтиленполиамин 8-12 Дибутилфталат4-6 Эпоксвдная смола марки ЭДЗОстальное Для придания высокой прочности связующей массе устоойство подвергают наг |реву при 6О-70- С в течение 6-7 ч. (Затем пуансон 5 устанавливают в отверстие направляющей плитьь Устройство устанавливают на пресс. Устройство работает следующим образом. При .включении пресса инструмент для предварительного удаления припуска под действием пуансона снимает больщую часть припуска. Этот процесс обеспечивает снижение рабочих нагрузок, действующих на пуансон, которьй только калибрует обрабатьшаемое отверстие. Эффективность предлагаемого устройства проверена при обработке круглых отверстий в матрицах из стали марки У8. В отверстие в направляющей плиты устанавливают одновременнодва инструмента для предварительного удаления припуска. Стерж11и с наклонными режущими кромками инструментов, вьтолняют соответственно диаметром 6,0 мм и 3,0 мм. Угод наклона режущей кромки составляет б . Опытная проверка показала, что усилия на окончательной ббработке отверстия снижены в 3,75 раза. Это исключает поломку пуансонов при обработке матриц даже в закаленном состоянии. Экономический эффект от использования предлагаемого устройства достигает Ю тыс. руб. от снижения трудоемкости доводочных работ. Формула изобретения 1.Устройство для обработки отверстий в деталях, в частности рабочих отверстий в матрицах разделительньк штампов, содержащее основание, на котором установлены обрабатьшаемые мaтiэ щы с предварительно обработанным отверстием и направляющая плита с отверстием, в котором подвижно установлен пуансон, о т л и ча.ющееся тем,, что с целью повькиения стойкости пуансона, устройство снабжено инструментом для предварительного удаления припуска в обрабатываемом отверстии, установленным в отверстии направляющей плиты соосно с пуансоном и выполненным в виде стержней с наклон-ными режущими кромками, расположенных соответственно обрабатываемому контуру. 2.Устройство ПОП.1, отличающееся тем, что в полости, образованной стержнями с наклонными режущими кромками, размещены промежуточные вставки, выполненные в виде стержней, промежутки между стержнями заполнены связующей массой, а на направляющей плите между нею и матрицей закреплена прокладка.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для обработки листового материала | 1990 |
|
SU1748906A2 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
