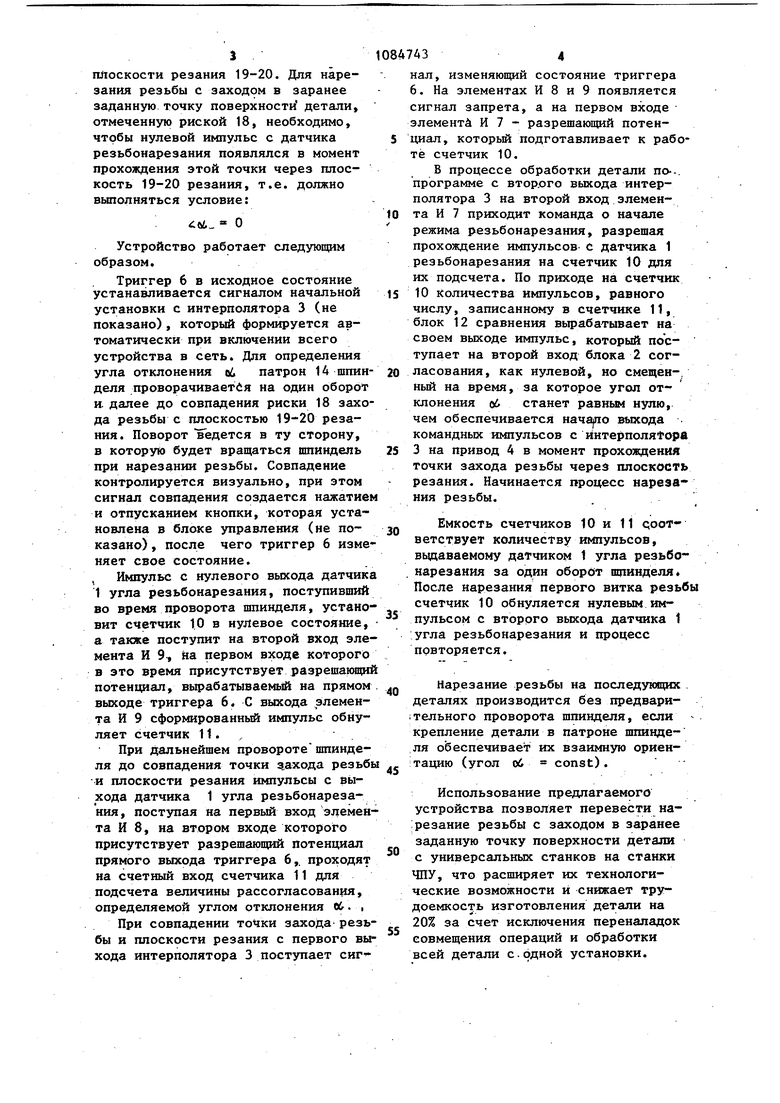
Изобретение относится к автомати ке и вычислительной технике и может быть использовано в устройствах числового программного управления .для токарных станков. Известно устройство программного управления станками, состоящее из и терполятора, блоков сопряжения,пjpивода, датчиков обратной связи lj . Недостатком устройства является отсутствие канала резьбонарезания, что снижает технологические возможности применения его для токарных станков. Наиболее близким по технической сущности к предлагаемому является устройство для программного управле ния, станками, содержащее последовательно соединенные датчик резьбонарезания, блок сопряжения, интерполя тор и привод. Импульсы от датчика резьбонарезания, пройдя блок сопряжения, yпpakпяют работой интерполятора, который в зависимости от зада ной программы выдает определенное число импульсов за один оборот датч ка резьбонарезания на привод, причем для синхронизации движения шпин деля и суппорта станка и для попадания резца в нитку резьбы при певторном и последующих проходах на од ном из выходов датчика резьбонареэа ния появляется нулевой импульс,один на каждьй оборот шпинделя Ш. Недостатком данного устройства является отсутствие, возможности нарезания резьбы с заходом в заранееt заданную точку поверхности детали, так как нулевой импульс от датчика резьбонарезания, по приходу которог начинается процесс нарЪзания резьбы проходит в любое время (зависящее от взаимной ориентации вала ошинделя и вала датчика резьбонарезания), не совпадающее с моментом прохождения заданной точки захода резьбы через плоскость резания. Цель изобретения - расширение функциональных возможностей устройства за счет обеспечения возможност нарезания резьбы с заходом в. заране заданную точку поверхности обрабатываемой детали. Поставленная цель достигается тем, что в устройство для программн го управления станком, содержащее последовательно соединенные датчик угла резьбонарезания, блок согласов ния, интерполятор и привод, введены первый и второй счетчики импульсов, первьй, второй и третий элементы И, блок сравнения и триггер,подключенньй единичным входом к первому выходу интерполятора, а инверсным выходом - к первому входу первого элемента И, соединенного вторым входом с вторым выходом интерполятора вы ходом - со счетным входом первого счетчика импульсов, а третьим входом - с выходом датчика угла рез1}бонарезания и с первым входом второго злемента И, подключенного выходом к счетному входу второго счетчика импульсов, а вторым входом - к прямому выходу триггера и к первому входу третьего элемента-И, связанного вторым входом с нулевым выходом датчика угла резьбонарезания и со сбросовым входом первого счетчика импульсов, а выходом - со сбросовым входом второго счетчика импульсов, подключенного выходом к первому входу блока сравнения,соединенного вторым входом с выходом первого счетчика импульсов, а выходом - с вторым входом блока согласования. На фиг.1 дана функциональная схема устройстваJ на фиг.2 - программный станок, частично. Устройство содержит датчик 1 угла резьбонарезания, блок 2 согласования, иитерполятор 3 привод 4, блок 5 управления, триггер 6, первый - третий элементы И 7-9, первый и второй счетчики импульсов 10 и 11, блок 12 сравнения. На патроне 14 шпинделя передней бабки программного станка 13 (фиг.2) болтами 15 укреплена планшайба 16 с зажатой в ней обрабатываемой деталью 17. В данном случае на чертеже приведена деталь типа крьшки с проущинами, на внутреннем диаметре d которой должна быть нарезана резьба с заходом в заранее заданную точку поверхности, отмеченн гю риской 18 в плоскости 19-20 резания. В общем случае .мсккет нарезаться резьба с фиксированным заходом на детали любой конфигурации. Пусть положение риски 18 и патрона 14 шпинделя, указанное на чертеже, для данного станка соответствует появлению нулевого импульса на нулевом выходе датчика резьбонарезання. Это положение вьфажается углом отклонения об от плоскости резания 19-20. Для нарезания резьбы с заходом в заранее заданную точку поверхности детали, отмеченную риской 18, необходимо, чтобы нулевой импульс с датчика резьбонарезания появлялся в момент прохождения этой точки через плоскость 19-20 резания, т.е. должно выполняться условие: ;et О Устройство работает следующим образом. Триггер 6 в исходное состояние устанавливается сигналом начальной установки с интерполятора 3 (не показано), который формируется автоматически при включении всего устройства в сеть. Для определения угла отклонения в6 патрон 14 шпин деля проворачивается на один оборот и. далее до совпадения риски 18 захо да резьбы с плоскостью 19-20 резания. Поворот Тедется в ту сторону, в которую будет вращаться шпиндель при нарезании резьбы. Совпадение контролируется визуально, при этом сигнал совпадения создается нажатие и отпусканием кнопки, которая установлена в блоке управления (не показане), после чего триггер 6 изме няет свое состояние. Импульс с нулевого выхода датчик 1 угла резьбонарезания, поступивший во время проворота шпинделя, устано вит счетчик 10 в нулевое состояние, а также поступит на второй вход эле мента И 9, на первом входе которого в это время присутствует разрешающи потенциал, вьфабатываемьй на прямом выходе триггера 6. С выхода элемента И 9 сформированный импульс обнуляет счетчик 11. При дальнейшем провороте шпинделя до совпадения точки захода резьб и плоскости резания импульсы с выхода датчика 1 угла резьбонарезания, поступая на первый вход элемен та И 8, на втором входе которого присутствует разрешающий потенциал прямого выхода триггера 6,. проходят на счетный вход счетчика 11 для подсчета величины рассогласования, определяемой углом отклонения 06., При совпадении точки захода резь бы и плоскости резания с первого вы хода интерполятора 3 поступает сигнал, изменяющий состояние триггера 6. На элементах И 8 и 9 появляется сигнал запрета, а на первом входе элемент И 7 - разрешающий потенциал, которьй подготавливает к работе счетчик 10. В процессе обработки детали по--, программе с втор.ого выхода интерполятора 3 на второй вход элемента И 7 приходит команда о начале режима резьбонарезания, разрешая прохождение импульсов с датчика 1 резьбонарезани;я на счетчик 10 для их подсчета. По приходе на счетчик 10 Количества импульсов, равного числу, записанному в счетчике 11, блок 12 сравнения вьфабатывает на своем выходе импульс, который поступает на второй вход блока 2 согласования, как нулевой, но смещен-/ ный на время, за которое угол отклонения 0 станет равньм нулю, чем обеспечивается начало выхода командных импульсов с йнтерполяфора 3 на привод 4 в момент прохождения точки захода резьбы через плоскость резания. Начинается процесс нарезания резьбы. Емкость счетчиков 10 и 11 соответствует количеству импульсов, вьщаваемому датчиком 1 угла резьбонарезания за один оборот шпинделя После нарезания первого витка резьбы счетчик 10 обнуляется нулевым импульсом с второго выхода датчика 1 угла резьбонарезания и процесс повторяется. Нарезание резьбы на последующих деталях производится без предварительного проворота шпинделя, если крепление детали в патроне шпинделя оЬеспечивает их взаимную ориентацию (угол об const). Использование предлагаемого устройства позволяет перевести на: резание резьбы с заходом в заранее заданную точку поверхности детали с универсальных станков на станки ЧПУ, что расширяет их технологические возможности и снижает трудоемкость изготовления детали на 20% за счет исключения переналадок совмещения операций и обработки всей детали с.одной установки.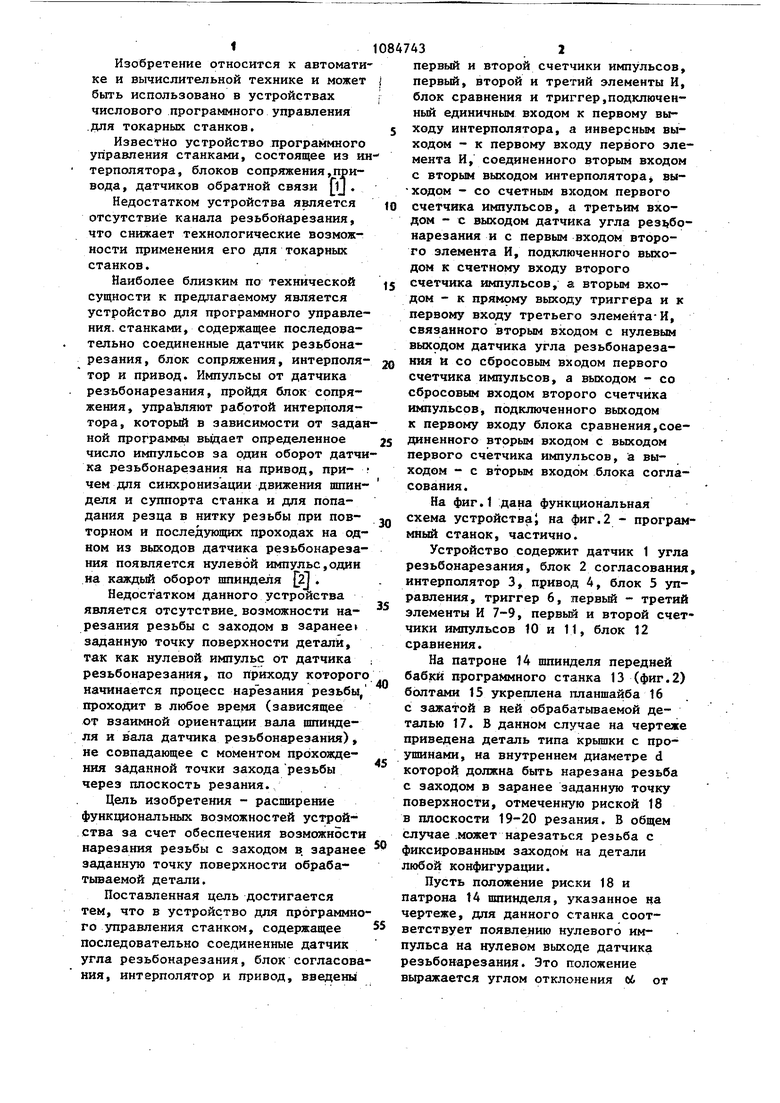
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления станком | 1980 |
|
SU920641A1 |
| Устройство для программного управления | 1986 |
|
SU1376065A1 |
| Устройство для программного управления станком | 1981 |
|
SU1035567A1 |
| Цифровой интерполятор | 1986 |
|
SU1310778A1 |
| Устройство для программного управления станком | 1979 |
|
SU864248A1 |
| Устройство для программного управления | 1984 |
|
SU1193643A1 |
| Устройство для программного управления станком | 1976 |
|
SU601665A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ СТАНКОМ, содержащее последовательно соединенные датчик угла реэьбонарезания, блик согласования, интерполятор и привод, о тличающееся тем, что, с целью повышения точности управления эа счёт обеспечения возможности нарезания резьбы с заходом в заранее заданную точку поверхности обрабатываемой детали,в него введены первый и второй счетчики импульсов. первый, второй и третий элементы. И, ; блок сравнения и триггер, подключенный единичным входом к первому выхР ду интерполятора, а инверсным выходом - к первому входу первого элементам, соединенного вторым входом с вторым выходом интерполятора, выходом - со счетным входом первого счетчика импульсов, а тре,тьим входом - с выходом датчика угла резьбонарезания и с первым входом второго элемента И, подключенного выходом к счетному входу второго счетчика импульсов, а вторым входом - к прямому выходу триггера и к первому входу третьего элемента И, связанного вторым входом с нулевым выходом датчика угла резьбонарезания и со сбросовым, входом первого сче- чика импульсов, а выходом - со сбросовым входом второго счетчика импульсов, подключенного выходом к первому входу блока сравнения, соединенного вторым входом с выходом первого счетчика импульсов, а 00 4 выходом - с вторым входом блока согласования. СдЭ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электроавтоматика станков | |||
| Контурные системы числового программного управления и их элементы | |||
| Сборник под ред | |||
| А.В | |||
| Зимченко, М., Машиностроение, 1972 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
