(54) СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Способ изготовления сварной тонкостенной конической детали, состоящей из обечайки и привариваемых к ней по кольцевым стыкам корпусных деталей | 2020 |
|
RU2748843C1 |
| Устройство для закрепления нежестких фланцев | 1986 |
|
SU1430185A1 |
| СПОСОБ УСТАНОВКИ И ВЫВЕРКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ВАЛОВ | 2010 |
|
RU2436666C2 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Способ изготовления сварного рабочего колеса радиально-осевой гидротурбины | 1979 |
|
SU941148A1 |
| ВИНТОВОЙ ЗАЖИМ | 1972 |
|
SU453247A1 |
| УСТРОЙСТВО КЛИНОВОЕ ЗАПОРНОЕ И ПРОТИВОСДВИГОВОЕ | 2005 |
|
RU2293009C2 |
| Поводковый патрон | 1978 |
|
SU766763A1 |
1
Изобретение относится к металлообработке и может быть использовано при обработке нежестких деталей, например кромки днища под сварку на карусельных станках.
Известен способ обработки аналогичных деталей, включающий установку и закрепление их на планшайбе карусельного станка, проточку кромки и снятие фаски под сварКУ 1.
Недостатком известного способа является низкая точность обработки, вызванная деформацией детали при ее закреплении.
Цель изобретения - повышение точности обработки.
Цель достигается тем, что перед обработкой с наружной стороны обрабатываемой детали устанавливается и закрепляется, например электросваркой, технологический фланец, а установку и закрепление детали на станке осуществляют по базовым поверхностям этого фланца
Наличие технологического фланца на днище во время обработки кромки придает днищу достаточную жесткость; установка и закрепление днища по базовым поверхностям технологического фланца позволяет более надежно (жестко) закрепить днище на станке, а установка технологического фланца с наружной стороны днища позволяет использовать технологический фланец в качестве базовой детали и для закрепления днища.
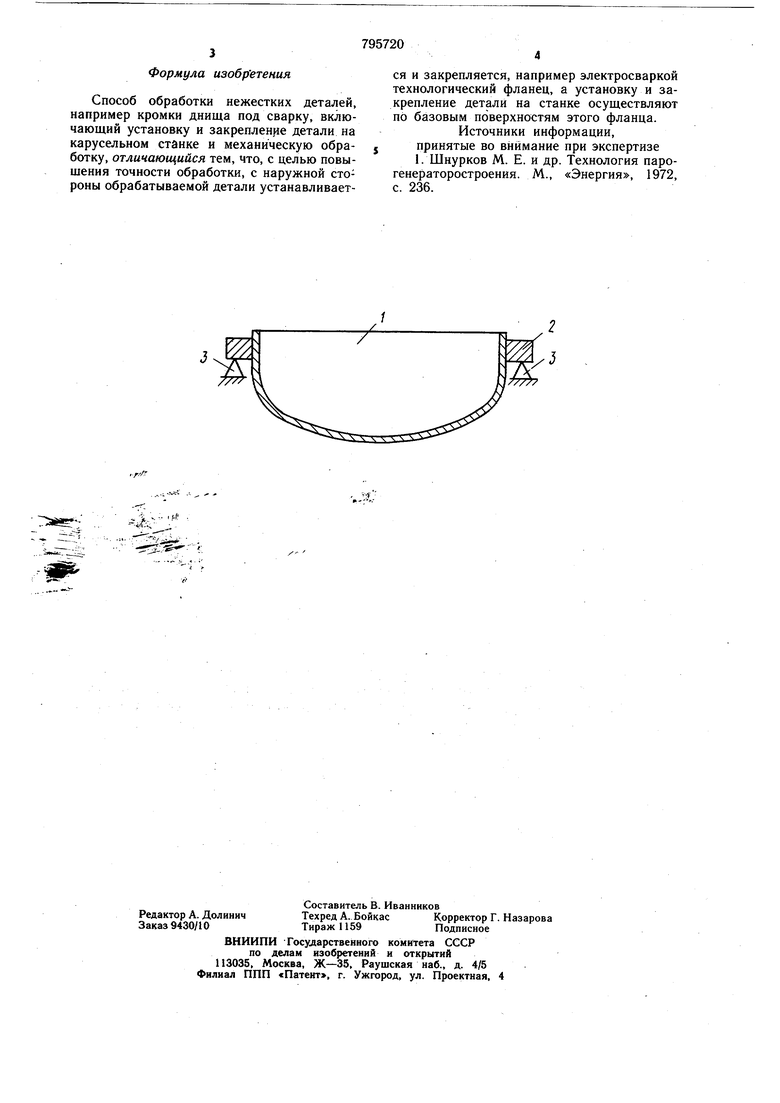
На чертеже представлена схема закрепления на станке детали с технологическим фланцем, предлагаемым способом.
Обработка деталей предлагаемым способом осуществляется следующим образом.
С наружной стороны обрабатываемой детали 1 устанавливается и закрепляется, например электросваркой, технологический фланец 2.
Затем обрабатываемую деталь 1 с технологическим фланцем устанавливают на упоры 3 приспособления, закрепленного на планшайбе карусельного станка и закрепляют ее. После этого осуществляют механическую обработку, например производят проточку и снятие фаски под сварку.
После окончания обработки снимают деталь со станка и удаляют с нее технологический фланец.
Формула изобретения
Способ обработки нежестких деталей, например кромки днища под сварку, включающий установку и закрепление детали на карусельном станке и механическую обработку, отличающийся тем, что, с целью повышения точности обработки, с наружной стороны обрабатываемой детали устанавливается и закрепляется, например электросваркой технологический фланец, а установку и закрепление детали на станке осуществляют по базовым поверхностям этого фланца.
Источники информации, принятые во внимание при экспертизе 1. Шнурков М. Е. н др. Технология парогенераторостроения. М., «Энергия, 1972, с. 236.
.1-- -i
