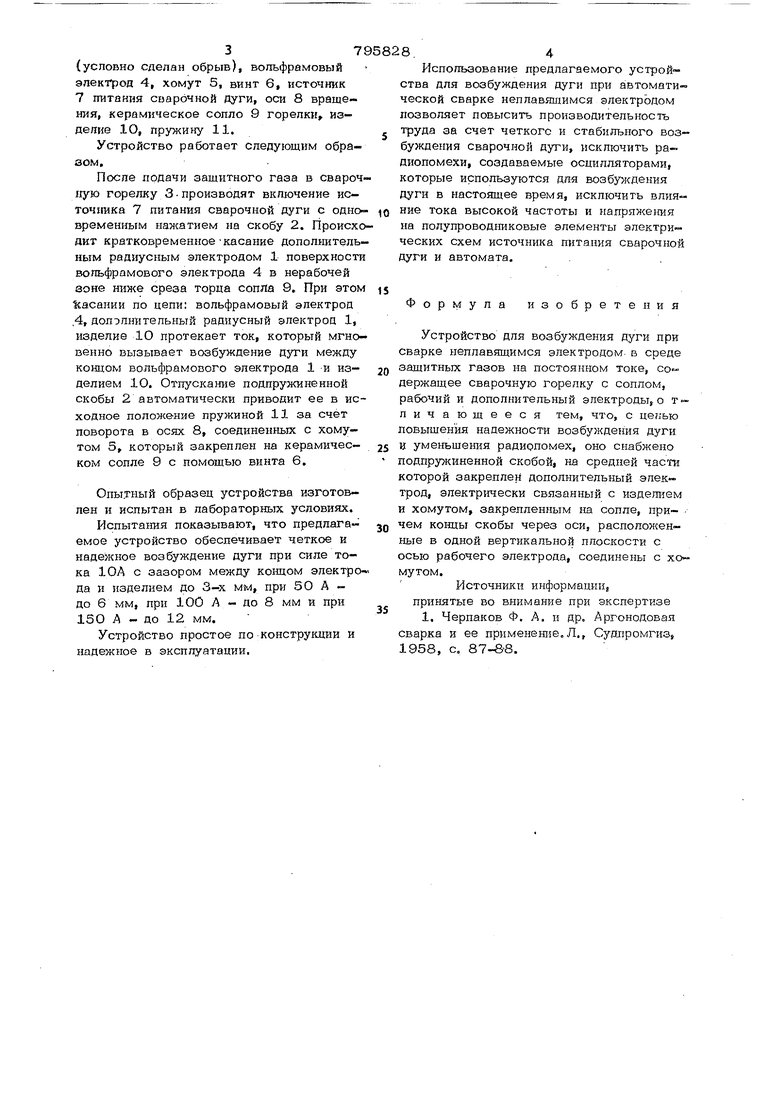
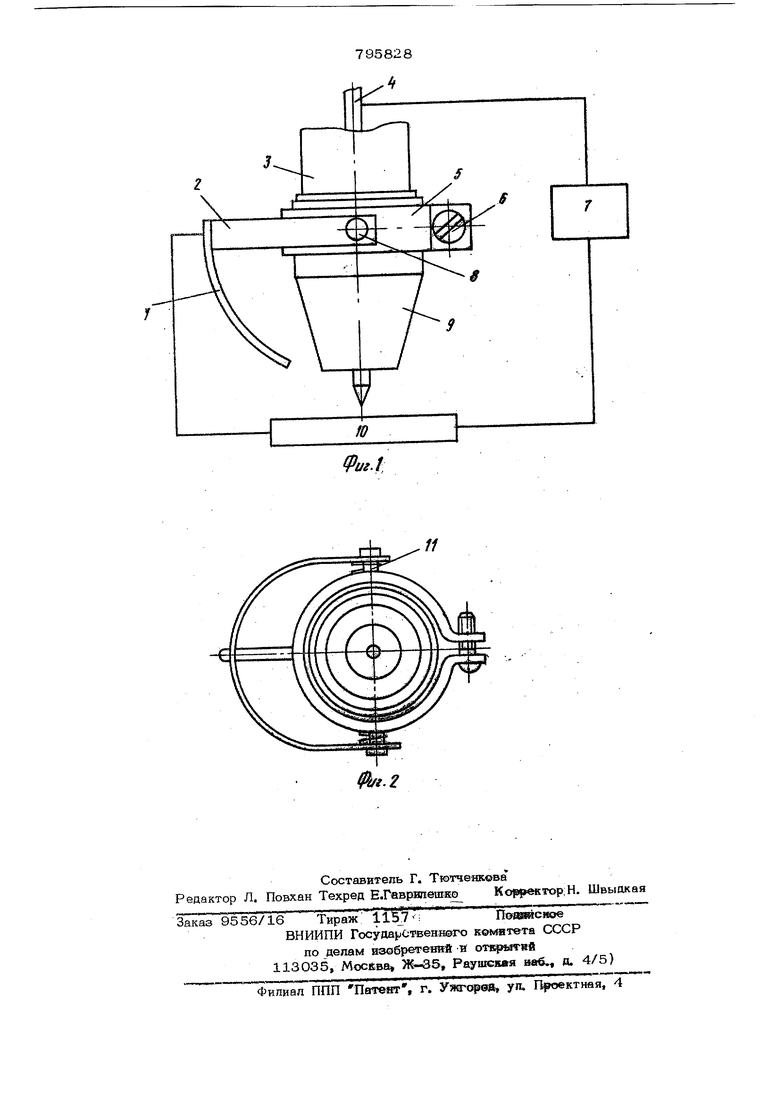
Изобретение относится к устройствам для возбуждения дуги при автоматической сварке неплавящимся электродом, например вольфрамовым, в среде защитных газов на постоянном токе и может быть использовано в машиностроительной промышленности и других отраслях народного хозяйства. . Известно устройство дня возбуждения дуги при автоматической аргоно-дуговой сварке неплавящимся ёлектродом, вкпю- чаюшее в себя сварочную головку, вопьф рамовый электрод и дополнительный уголь ный или графитовый стержень. Возбуждение электрической Дуги осуществляется за счет разогрева конца вольфрамового электрода путем замыкания дугового промежутка угольным или графитовым стерж- нем L-lj. Недсх;татком такого механизма является то, что на возбуждение дуги затрачивается 5-10 с и более, дуга возбуждается нестабильно, на разогрев конца эпектрода затрачивается электрическая энергия. Кроме того, при разогреве конца электрода на нем осадеют угольные или графитовые частицы, вызывающие-блужда ние дуги, что ухудшает качество сварного щва. Цепь изобретения - повышение надежности возбуждения дуги и уменьшение радиопомех. Указанная цепь достигается тем, что устройство для возбуждения дуги снабжено подпружияенной скобой, на средней части которой закреплен дополнительный .электрод, электрически связанный с изделием и хомутом, закрепленным на сопле, причем концы скобы через оси, расположенные в одной вертикальной плоскости с осью рабочего электрода, соединены с хомутом. На фиг. 1 изображено устройство для возбуждения дуги, общий вид; на фиг. 2 то же, вид сверху. . Устройство содержит дополнительный радиусный электрод 1, подпружиненную скобу 2, сварочную горелку 3 автомата
(условно сделан обрыв), вольфрамовый эпекгрод 4, хомут 5, винт 6, источник 7 ггатання сгзарочной дуги, оси 8 вращения, керамическое сопло 9 горелки изделие 10, пружи гу 11.
Устройство работает следующим обрааом.
После подачи защитного газа в сварочную горелку 3.производят включение источника 7 питания сварочной дуги с одновременным нажатием на скобу 2. Происходит кратковременное-касание дополнительным радиусным электродом 1 поверхности вольфрамового электрода 4 в нерабочей зоне ниже среза торца сопЛа 9. При этом 1сасании по цепи: вольфрамовый электрод ,4, дополнительный радиусный электрод 1, изделие 1О протекает ток, который мгновенно вызывает возбуждение дуги между концом вольфрамового электрода 1 -и изделием Ю, Отпускание подпружиненной скобы 2 автоматически приводит ее в исходное положе-ние пружиной 11 за счет поворота в осях 8, соединенных с хомутом 5, который закреплен на керамическом сопле 9 с помощью винта 6.
Опытный образец устройства изготовлен и испытан в лабораторных условиях.
Испытаггая показывают, что предлагаемое устройство обеспечивает четкое и надежное возбуждение дуги при силе тока 10А с зазором между концом электрода и изделием до 3-х мм, при 5О А до 6 мм, при ЮО А - до 8 мм и при 150 А - до 12 мм.
Устройство простое по констру1шии и надежное в эксплуатации.
Использование предлагаемого устройства для возбуждения дуги при автоматической сварке неплавяшимся электродом позволяет повысить производительность труда за счет четкого и стабильного возбуждения сварочной дуги, исключить радиопомехи, создаваемые осцилляторами, которые используются дп-я возбуждения дуги в настоящее время, исключить влияние тока высокой частоты и наприжегшя на полупроводниковые элементы электрических схем источника питания сварочной дуги и автомата.
Формула изобретения
Устройство для возбуждения дуги при сварке неплавящнмся электродом, в среде защитных газов на постоянном токе, со. держащее сварочную горелку с соплом, рабочий и дополнительный электроды, о т личающееся тем, что, с цепью повышения надежности возбуждения дуги И уменьшения радиопомех, оно снабжено подпружиненной скобой, на средней части которой закреплен дополнительный электрод, электр -гчески связанный с издеш ем и хомутом, закрепленным гш сопле, причем концы скобы через оси, расположенные в одной вертикальной плоскости с осью рабочего электрода, соединены с хомутом.
Источники информациие принятые во внимание при экспертизе 1. Черпаков Ф, А. н др, Аргонодовая сварка и ее при.менешю. Л., Судпромгиз, 1958, с, 87-8-8.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ возбуждения дуги при автоматической сварке неплавящимся электродом | 1978 |
|
SU859070A1 |
| СПОСОБ БЕСКОНТАКТНОГО ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1991 |
|
RU2027562C1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Устройство для возбуждения дуги между неплавящимся электродом и изделием | 1987 |
|
SU1480992A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1981 |
|
SU996133A1 |
| Способ возбуждения трехфазной дуги при автоматической сварке неплавящимися электродами в среде защитных газов | 1988 |
|
SU1542727A1 |
| Способ возбуждения дуги при сварке неплавящимся электродом | 1989 |
|
SU1655696A1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
11
