(54) СПОСОБ ВОЗБУЖДЕНИЯ ДУГИ ПРИ АВТОМАТИЧЕСКОЙ СВАРКЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТЮДОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для возбуждения дуги | 1978 |
|
SU795828A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1985 |
|
SU1286369A1 |
| Способ возбуждения дуги при сварке неплавящимся электродом | 1989 |
|
SU1655696A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1827926A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Устройство для возбуждения дуги между неплавящимся электродом и изделием | 1987 |
|
SU1480992A1 |
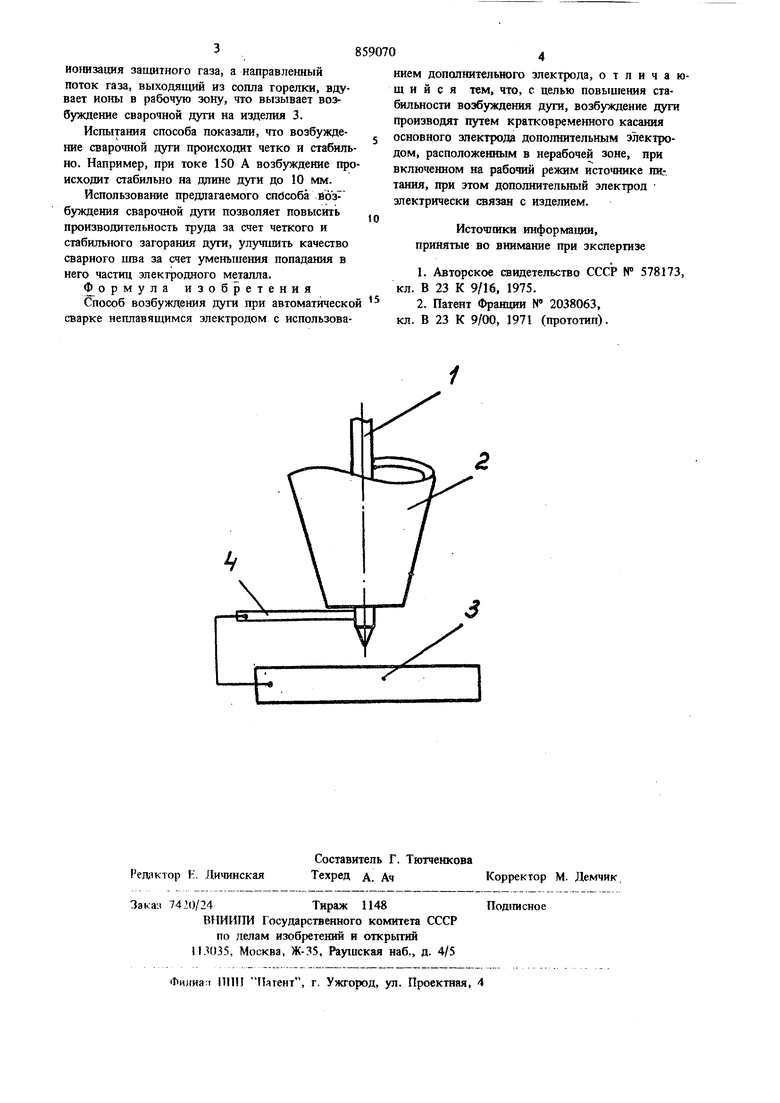
Изобретение относится к способам возбуждения дуги при автоматической сварке неплавяшимся эле :тродом и может быть использова но в машиностроении. Известен способ возбуждения электрической дуги при сварке неплавящимся электродом путем касания и последующего отведения электро да от изделия при минимальном значении тока стабильного возбуждения дуги И1Недостатком этого способа является то, что возможно разрушение конца неплавящегося электрода и попадание частиц электрода в сварочную ванну. Известен также способ возбуждения дуги путем подачи высокого напряжения между вспомогательным и главным электродмли (2. Недостатком известного способа является необходимость создания специальных зашлтных устройств от попадания токов высокой частоты в электрические цепи источника питания. Кроме того, высокочастотный генератор создает сильные радиопомехи. При длине дуги более 2 мм возбуждения дуги не всегда стабильно. Цель изобретения - повышение стабильнопи возбуждения дугн. Поставленная цель достигается тем, что во буждение дуги производят путем кратковременного касания основного электрода дополнительным электродом, расположенным в нерабочей зоне, при включенном на рабочий режим источнике питания, при этом дополнительный электрод электрически связан с изделием. На чертеже представлена схема, иллюсгрируг ющая способ возбуждения дугн. Схема содержит вольфрамовый электрод 1, сопло 2 горелкн,корпус изделия 3 и допапнятельный электрод 4. Способ осуществляется следующим образом. После подачи защитного газа в сварочную горелку и включение источника питания сварочной дуги на рабочий режим производят кратковременное касание дополнительным электродом 4 поверхности основного вольфрамового электрода 1 в нерабочей зоне, ниже среза сопла 2 горелки. За счет протекания тока в месте касания электродов происходит 3 иошзация защитного газа, а направленный поток газа, выходящий из сопла горелки, вдувает ионы в рабочую зону, что вызывает возбуждение сварочной дуги на изделия 3. Испытания способа показали, что возбуждение сварочной дуги происходит четко и стабиль но. Например, при токе 150 А возбуждение про исходит стабильно на длине дуги до 10 мм. Использование предлагаемого способа буждения сварочной дуги позволяет повысить производительность труда за счет четкого и стабильного загорания дуги, улучшить качество сварного щва за счет уменьщения попадания в него частиц электродного металла. Ф ормула изоб ретения Способ возбуждения дуги при автоматическо сварке неплавящимся электродом с использованием дополнительного электрода, отличающийся тем, что, с целью повышения стабильности возбуждения дуги, возбуждение дуги производят путем кражовременного касания основного электрода дополнительным электродом, расположенным в нерабочей зоне, при включенном на рабочий режим источнике пи.-, ташш, при этом дополнительный электрод электрически связан с изделием. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 578173, кл. В 23 К 9/16, 1975. 2.Патент Франции N 2038063, кл. В 23 К 9/00, 1971 (прототип).
