дуги, создают защитную атмосферу путем подачи защитного газа через сопло 4 сварочной горелки или в рабочую камеру сварочной установки. Включают источник
питания и производят возбуждение дуги. Способ можно использовать при любых условиях как автоматической, так и ручной сварки неплавящимся электродом 1 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ возбуждения дуги при автоматической сварке неплавящимся электродом | 1978 |
|
SU859070A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2533616C1 |
Изобретение относится к электродуговой сварке неплавящимся электродом и может быть использовано в машиностроении. Цель изобретения - упрощение процесса возбуждения дуги применительнок любым условиям электродуговой сварки неплавящимся электродом, исключение попадания электродного металла в металл сварного шва. При осуществлении способа возбуждения дуги используют дополнительный электрод, который изготавливают из фольги легкоплавкого металла с низким потенциалом ионизации в виде трубки 2. Устанавливают дополнительный электрод на цилиндрическую часть основного электрода 1 со стороны гаечки с выступлением за конец на расстоянием превышающее длину дуги между концом основного электрода и изделием 3. Создают электрический контакт между дополнительным электродом и изделием за счет опускания основного электрода к изделию до расстояния. pdBHoro длине 00 С о ел ел о чэ о 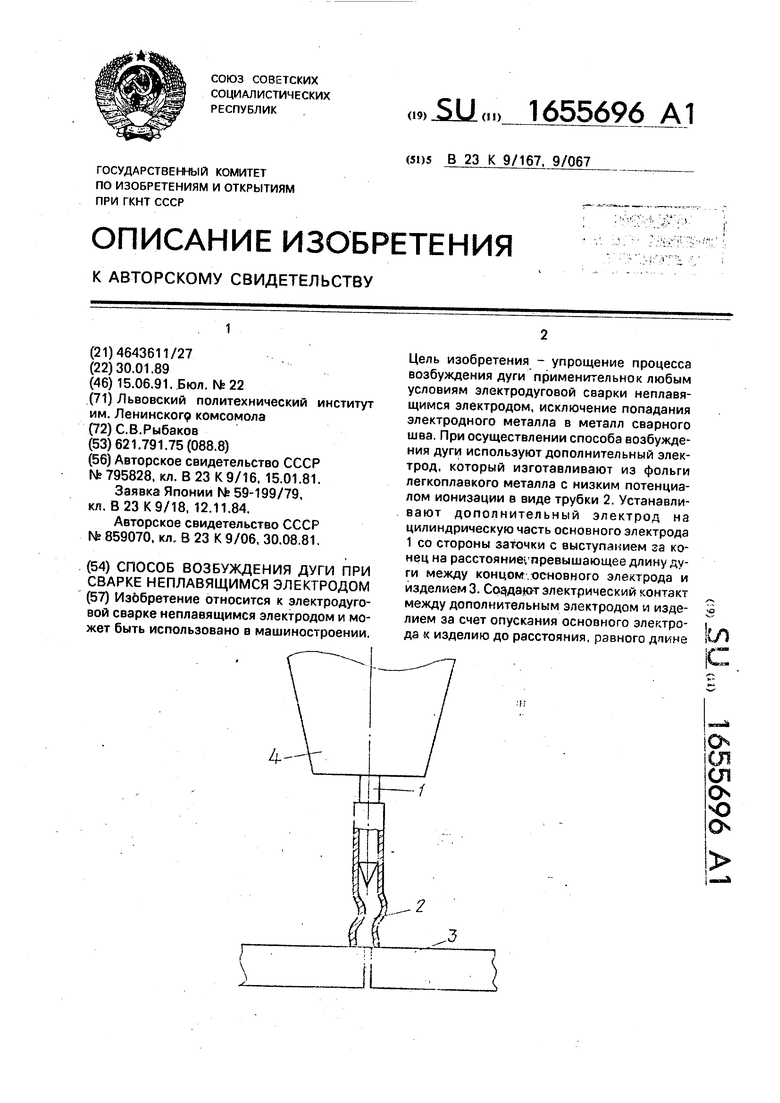
Изобретение относится к электродуговой сварке неплавящимся электродом и может быть использовано в машиностроении
Цель изобретения - упрощение процесса возбуждения дуги применительно к любым условиям электродуговой сварки неплавящимся электродом, исключение попадания электродного металла в металл сварного шва.
На чертеже изображена схема осуществления предлагаемого способа.
На неплавящийся вольфрамовый электрод 1 на некотором расстоянии от его конца со стороны заточки устанавливают дополнительный электрод из фольги легкоплавкого металла в виде трубки 2. Трубку устанавливают с выступанием за конец основного электрода на расстояние, превышающее расстояние равное длине дуги между концом основного электрода и изделием 3. Затем создают электрический контакт между дополнительным электродом и изделием за счет опускания основного электрода к изделию до расстояния, равного длине -дуги, и включают подачу защитного газа через сопло 4. Устанавливают величину сварочного тока, и включают источник питания.
Дополнительный электрод 2 под действием протекающего электрического тока мгновенно плавится и испаряется с образованием в зазоре между изделием и основным электродом большого количества ионов материала дополнительного электрода, что вызывает возникновение сварочной дуги.
П р и м е р. В качестве основного электрода использован вольфрамовый стержень ЛН.5 мм. Дополнительный электрод изготавливался в виде трубки из куска алюминиевой фольги размером 20x10x0,1 мм и устанавливался на основной электрод с выступанием за его заточенный конец на 10 мм. Создавали электрический контакт, опуская основной электрод с установленным на нем дополнительным электродом к изделию, расстояние от конца основного электрода до изделия устанавливали равным 5 мм при наблюдавшейся при этом деформации дополнительного электрода. В качестве защитного газа использовали аргон.
Ток сварки предварительно устанавливали на источнике питания при напряжении
холостого хода 65 В равным 20 А. Возбуждение дуги производили при сварке листовой стали 12Х18Н101 толщиной 1 мм включением источника питания на рабочий режим.
При проведении аналогичных опытов изменяли при создании дополнительного электрода ширину алюминиевой фольги от 10 до 30 мм. Результаты получились аналогичные. Ду1а во всех опытах возбуждалась
сразу после включения источника питания. Предлагаемый способ не требует применения специальных устройств и механизмов для возбуждения дуги при автоматической сварке за счет исключения
необходимости замыкать и размыкать дополнительный электрод на основной при сварке неплавящимся электродом, что повышает экономичность процесса и упрощает его. Способ можно использовать при
любых условиях как автоматической, так и ручной сварки неплавящимся электродом, исключение попадания в металл шва электродного материала повышает качество сварного соединения и предотвращает
обусловленный этой причиной брак. Формула изобретения Способ возбуждения дуги при сварке неплавящимся электродом, при котором основной электрод подключают к источнику
питания, а дугу возбуждают замыканием дополнительного электрода, отличающий- с я тем, что, с целью упрощения процесса и исключения попадания в металл шва электродного металла, дополнительный электрод
изготавливают в виде трубки из фольги легкоплавкого металла с низким потенциалом ионизации, устанавливают ее на цилиндрическую часть основного электрода с выступанием относительно рабочего конца на
расстояние превышающее длину дуги, а включение источника питания осуществляют после замыкания дополнительного электрода с изделием при расстоянии между основным электродом и изделием, равным
длине дуги.
| Устройство для возбуждения дуги | 1978 |
|
SU795828A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ возбуждения дуги при автоматической сварке неплавящимся электродом | 1978 |
|
SU859070A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
