- УсБ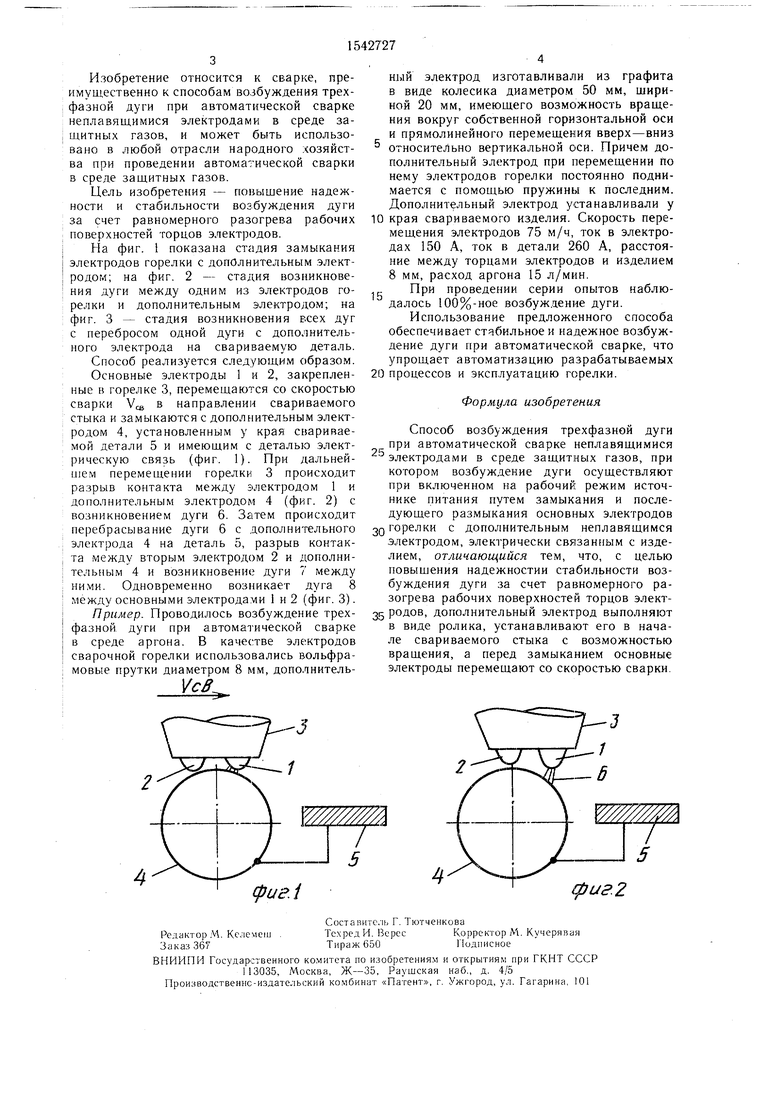
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| Устройство для возбуждения дуги | 1978 |
|
SU795828A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| Способ сварки сжатой дугой | 1979 |
|
SU829366A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Двухэлектродная горелка | 1985 |
|
SU1278148A1 |
Изобретение относится к сварке, преимущественно к способам возбуждения трехфазной дуги при автоматической сварке неплавящимися электродами в среде защитных газов. Цель изобретения - повышение надежности и стабильности возбуждения дуги за счет равномерного разогрева рабочих поверхностей торцов электродов. Способ предусматривает применение дополнительного электрода 4 в виде ролика, установленного у края свариваемой детали 5 и электрически связанного с ней. Возбуждение дуги происходит при перемещении горелки 3 со скоростью сварки Vсв в направлении детали 5. Электроды 1 и 2 горелки 3 поочередно замыкаются с дополнительным электродом 4. Дополнительный электрод 4 за счет механического контакта с основными электродами 1 и 2 поворачивается в направлении движения горелки 3. Происходит поочередное возникновение дуг 6 и 7 между электродами 1 и 2 и деталью 5 и дуги 8 между электродами 1 и 2. Способ позволяет обеспечить стабильное и надежное возбуждение дуги при автоматической сварке. 3 ил.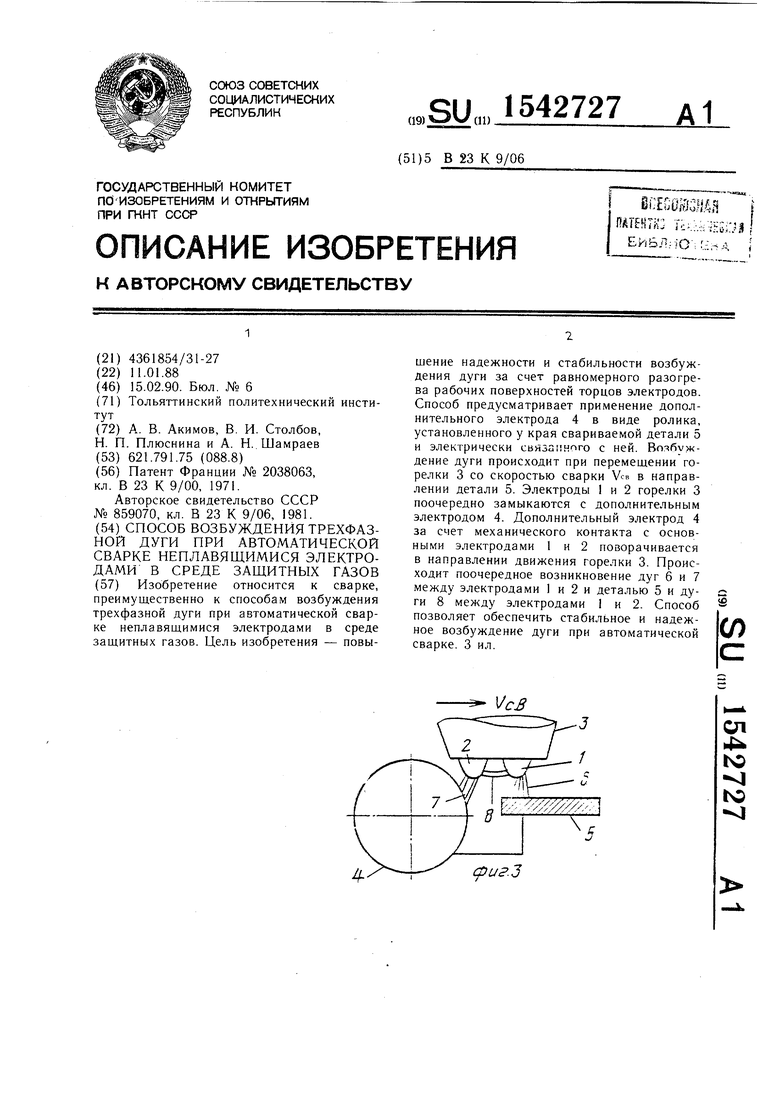
сд
Јь
ю ю
3
&игЗ
Изобретение относится к сварке, преимущественно к способам возбуждения трехфазной дуги при автоматической сварке неплавящимися электродами в среде защитных газов, и может быть использовано в любой отрасли народного озяйст- ва при проведении автомагической сварки в среде защитных газов.
Цель изобретения - повышение надежности и стабильности возбуждения дуги за счет равномерного разогрева рабочих поверхностей торцов электродов.
На фиг. 1 показана стадия замыкания электродов горелки с дополнительным электродом; на фиг. 2 - стадия возникновения дуги между одним из электродов горелки и дополнительным электродом; на фиг. 3 - стадия возникновения всех дуг с перебросом одной дуги с дополнительного электрода на свариваемую деталь.
Способ реализуется следующим образом.
Основные электроды 1 и 2, закрепленные в горелке 3, перемещаются со скоростью сварки Vce в направлении свариваемого стыка и замыкаются с дополнительным электродом 4, установленным у края свариваемой детали 5 и имеющим с деталью электрическую связь (фиг. 1). При дальней- шем перемещении горелки 3 происходит разрыв контакта между электродом 1 и дополнительным электродом 4 (фиг. 2) с возникновением дуги 6. Затем происходит перебрасывание дуги 6 с дополнительного электрода 4 на деталь 5, разрыв контакта между вторым электродом 2 и дополнительным 4 и возникновение дуги 7 между ними. Одновременно возникает дуга 8 между основными электродами 1 и 2 (фиг. 3).
Пример. Проводилось возбуждение трехфазной дуги при автоматической сварке в среде аргона. В качестве электродов сварочной горелки использовались вольфрамовые прутки диаметром 8 мм, дополнительУсЗ
фигЛ
ный электрод изготавливали из графита в виде колесика диаметром 50 мм, шириной 20 мм, имеющего возможность вращения вокруг собственной горизонтальной оси и прямолинейного перемещения вверх-вниз
относительно вертикальной оси. Причем дополнительный электрод при перемещении по нему электродов горелки постоянно поднимается с помощью пружины к последним. Дополнительный электрод устанавливали у
0 края свариваемого изделия. Скорость перемещения электродов 75 м/ч, ток в электродах 150 А, ток в детали 260 А, расстояние между торцами электродов и изделием 8 мм, расход аргона 15 л/мин.
. При проведении серии опытов наблюдалось 100%-ное возбуждение дуги.
Использование предложенного способа обеспечивает стабильное и надежное возбуждение дуги при автоматической сварке, что упрощает автоматизацию разрабатываемых
0 процессов и эксплуатацию горелки.
Формула изобретения
25
Способ возбуждения трехфазной дуги при автоматической сварке неплавящимися электродами в среде защитных газов, при котором возбуждение дуги осуществляют при включенном на рабочий режим источнике питания путем замыкания и последующего размыкания основных электродов
зо горелки с дополнительным неплавящимся электродом, электрически связанным с изделием, отличающийся тем, что, с целью повышения надежностии стабильности возбуждения дуги за счет равномерного разогрева рабочих поверхностей торцов элект35 родов, дополнительный электрод выполняют в виде ролика, устанавливают его в начале свариваемого стыка с возможностью вращения, а перед замыканием основные электроды перемещают со скоростью сварки
фиг.2
| УСТРОЙСТВО ДЛЯ ВНУТРИПОЛОСТНЫХ МАНИПУЛЯЦИЙ МЕЛАМЕДА Л.В. | 1991 |
|
RU2038063C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ возбуждения дуги при автоматической сварке неплавящимся электродом | 1978 |
|
SU859070A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
