Изобретение относится к обработке металлов давлением, в частности г к загрузочным устройствам, используемь м. для подачи длинномерных заготовок в , зону обработки, преимущественно в установках для гидропрессования с горизонтальным расположением рабочей камеры
Цель изобретения - увеличение про-jg изводительности за счет обеспечения автоматического режима и повьшение надежности за счет обеспечения точ- кости осевого ориентирования заготов ки при подаче.f5
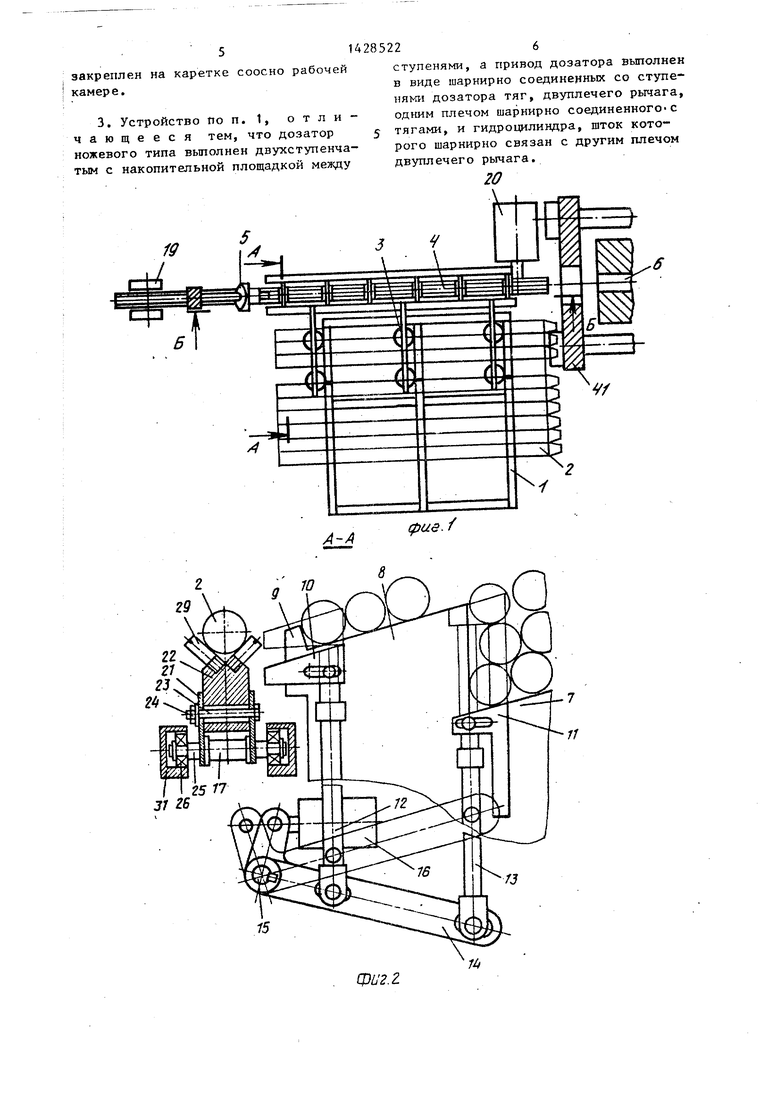
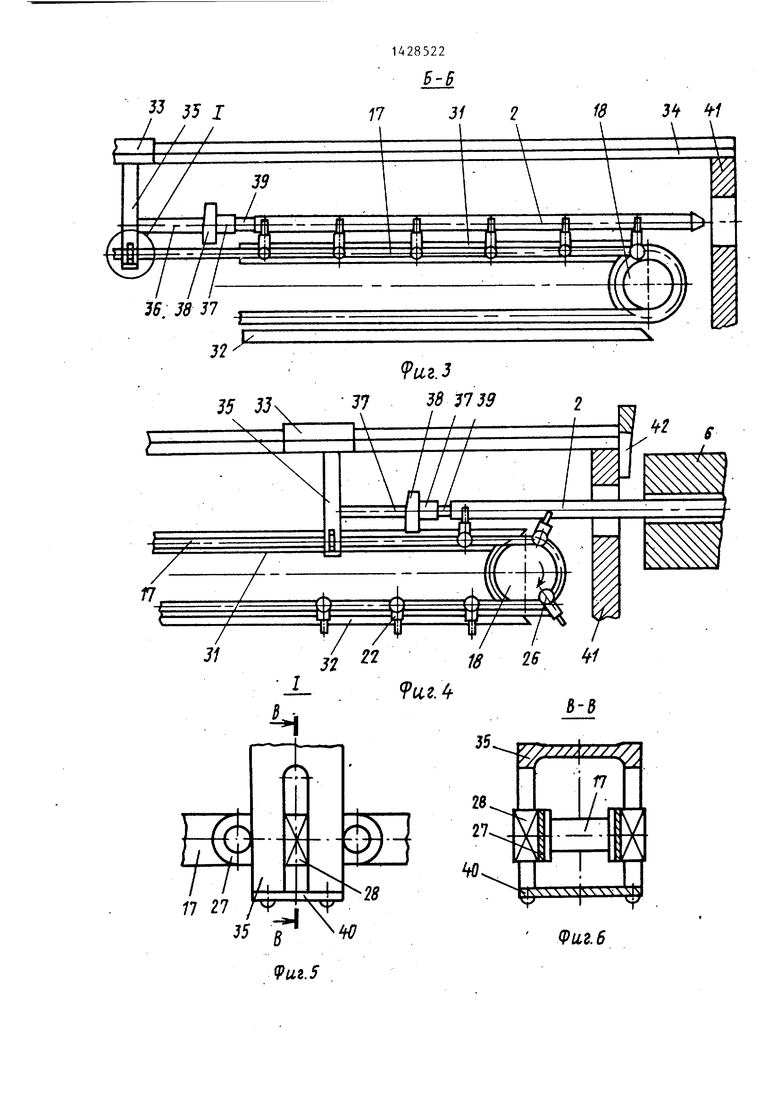
На фиг о 1 изображено устройство для загрузки заготовок, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг.. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - момент подачи заготовки; 20
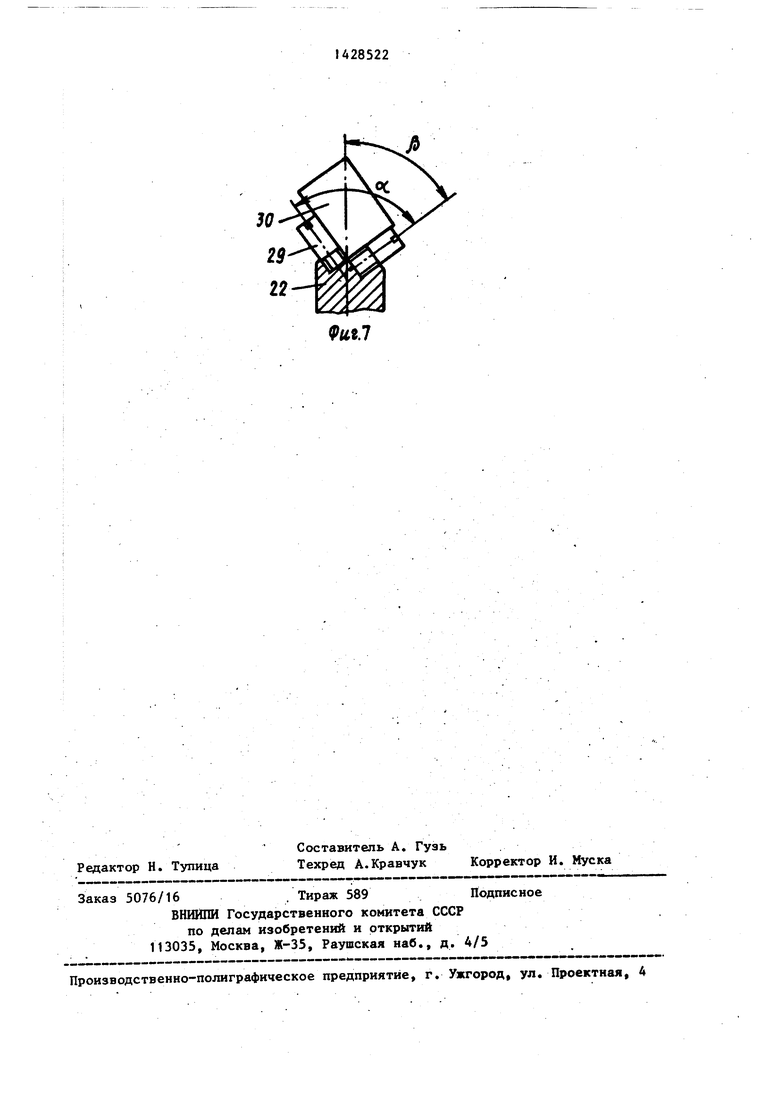
на фиг. 5 - узел I на фиг. 3; на фиг. 6 - сечение В-В на фиг. 5; на фиг. 7 - положение заготовки прямо- угольного сечения на опорах.
Устройство состоит из наклонного 25 стеллажа 1 для заготовок 2, дозатора 3 ножевого типа, транспортера 4, толкателя 5 пробки затвора рабочей камеры 6.
Стеллаж 1 представляет сабой метал д локонструкцию с наклонным столом 7 для укладки пакета заготовок 2 и наклонной накопительной площадкой 8 с упорами 9.
На стеллаже закреплен дозатор но- 35 жевого типа, состоящий из нескольких пар ножей-отсекателей 10 и 11. Ножи- отсекатели имеют горизонтальные регулировочные пазы, через которые с помощью резьбового соединения они о прикреплены к штангам 12 и 13, имеющим только вертикальную подвижность и соединенным шарнирно с рычагами 14. Ножи-отсекатели выполнены с наклонными рабочими поверхностями, параллель- 45 ными плоскостям накопительной площадки 8 и стола 7. Ножи-отсекатели 11 имеют удлинения на задних сторонах, препятствующие во время рабочего хода перемещение заготовок 2, к накопи- CQ тельной площадке В. Рычаги 14 между собой соединены валом 15 с помощью шпоночного соединения. Один из рычагов выполнен двуплечим, к второму плечу которого присоединен щток гидроцилиндра 16 привода.
Транспортер 4 состоит из цепи 17, приводной 18 и натяжной 19 звездочек. Приводом 20 служит мотор-редуктор.
55
g 5
0
5
д
5 о 5 Q
5
Цепь 17 выполнена тяговой втулочно- роликовой однорядной со спе1шальными звеньями 21 для закрепления опор 22 с помощью болтов 23 с гайками 24 и осей 25 с роликами 26, а также со специальными звеньями 27 с прямоугольными ползунами 28. Опоры 22 имеют вертикальные регулировочные пазы и резьбовые отверстия для установки пальцев 29, слзпкащих ориентирующими ложементами заготовки 2. Пальцы 29 устанавливаются между собой под углом, величина которого определяется конфигурацией сечения заготовки, что. обеспечивает строгую ориентацию профильной заготовки 30 относительно матрицы установки для гидропрессования.
Ролики 26, вращающиеся на осях 25, перемещаются совместно с цепью 17. При движении на верхне- ветви цепи ролики перемещаются в направляющих 31 с минимальным зазором вверху, а при движении на нижней ветви цепи они катятся по направляющим 32. В качестве роликов 26 используются подшипники качения. Такая конструкция транспортера с роликами является простой и устраняет колебания цепи и заготовки во время загрузки и движения.Толкатель 5 пробки вьшолнен в виде каретки 33, перемещающейся по на- правляющей плите 34, к которой через кронштейн 35 и штангу 36 присоединена пробка 37 с запорным диском 38 и плавающим компенсатором 39.
КЬнец кронштейна 35 выполнен в виде вилки, в щечках которой имеются направляющие пазы. Два прямоугольных ползуна 28 звеньев 27 цепи 17 входят в направляющие пазы кронштейна и при движении цепи перемещают пробку-толкатель. Такое соединение цепи с толкателем пробки обеспечивает их совместное перемещение и позволяет производить их перемещение относительно друг друга по вертикали при монтаже и наладке. К торцу кронштейна прикреплена пластина 40, препятствующая выпадению ползунов 28 цепи из пазов при ослаблении натяжения цепи.
Устройство работает следующим образом.
Пакет заготовок 2 укладывается на наклонньй стол 7 заостренными концами в сторону рабочей камеры 6, выдержав определенньй зазор между плитой 41 силовой рамы установки для
гидропрессования. Несколько заготовок укладывается на накопительную площадку 8. При включении гидроцилиндра 16 привода его шток проворачивает через плечо рычага вал.15, который через рычаги 14 и штанги 12 и 1,3 поднимает ножи-отсекатели 10 и 11. . Ножи-отоекатели 10 совершают небольшой ход, поднимая одну заготовку вы- ше упора 9 и сбрасьшая ее на пальцы 29 опор 22. Ножи-отсекатели 11 производят поштучную разборку пакета заготовок и загрузку одной из них на накопительную площадку, совершая ход от плоскости стола к плоскости накопительной площадки. При переключении гидроцилиндра 16 на обратньй ход ножи- отсекатели 10 и 11 занимают исходное положение. Если устройство для загрузки предназначено для заготовок только одной длины, то достаточно иметь две пары ножей-отсекателей, если для заготовок различных длин, то ножей-отсека-
талей должно быть больше двух.
Заготовки 2 или 30 ориентируются пальцами 29 соосно с толкателем 5 пробки и рабочей камерой. Заготовка приподнята над цепью 17 на расстояние, достаточное для прохода запорного диска 38 толкателя 5 пробки. При включении привода 20 цепь 17 начинает свое движение, перемещая заготовку 2 и толкатель 5. Заготовка, пройдя сквозь окно плиты 41, входит в канал рабочей камеры 6. Ролики 26 выходят из направляющих 31, огибают приводную звездочку 18 и накатьшаются на направляющие 32, При этом пальцы 29, имеющие контакт с круглой заготовкой 2 в точках, а с профильной заготовкой 30 по вертикальным линиям, выходят из-под заготовки-, не нарушая ее соосности с толкателем 5 и рабочей камерой .6. Количество опор 22 с па-, льцами должно быть не менее трех для сохранения соосности заготовки в момент, когда одна из опор вьпппа из-под заготовки, а передний конец заготовки еще не вошел в канал рабочей камеры 6 .
В конце хода заготовка заталкивается в рабочую камеру 6 толкателем 5 пробки. Пробка 37 вхоДит в канал . рабочей камеры 6, до упора запорного диска 38 в торец рабочей камеры, поджимая плавающим компенсатором 39 заготовку к матрице. Ютин-вилка 42 входит в зазор между плитой 41 и запорным
55
д g Q
5
0
5
0
5
0
5
диском 38, запирая рабочую камеру. Цикл загрузки установки закончен.
После выполнения цикла гидропрессования клин-вилка 42 поднимается вверх, включается обратный ход привода 20 и толкатель пробки 5 цепью 17 перемещается в исходное положение. При этом ролики 26 сходят с направляющих 32, огибают звездочку 18 и входят в направляющие 31, а опоры 22, с пальцами 29 возвращаются в исходное положение. Устройство для загрузки - заготовок готово к выполнению следующего цикла работы.
Предлагаемое устройство позволяет полностью механизировать загрузку заготовок в установку для гидропрес- срвания. .
Формула изобретения
1. Устройство для загрузки заготовок в установку для гидропрессования с горизонтальным расположением рабочей камеры, содержащее наклонньш стеллаж, дозатор ножевого типа с приводом, цепной транспортер и.толкатель пробки затвора рабочей камеры, отличающееся трм, что, с целью увеличения производительности за счет обеспечения автоматического режима и повьт1ения надежности за счет обеспечения точности осевого ориентирования заготовки при подаче, оно снабжено регулируемыми по в ысоте не менее чем тремя опорами, размещенными на верхних звеньях цепного транспортера, параллельными направляющими, установленными по обе стороны транспортера на уровне верхних звеньев, а также роликами, расположенными под опорами в направляющих, при этом упомянутые опоры выполнены в виде наклонных пальцев.
2. Устройство по п. Г, отличающееся тем, что оно снабжено направляющей планкой, установленной с возможностью закрепления на установке для гидропрессования и размещенной со стороны подачи над цепным транспортером, и шаркирно связанной с его верхними звеньями кареткой, установленной на направляющей планке, при этом толкатель пробки затвора рабочей, камеры жестко
19

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| ЛИНИЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1983 |
|
SU1150846A1 |
| Автоматическая линия для упаковывания электрических ламп | 1987 |
|
SU1620371A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Устройство для дозированной подачи заготовок | 1985 |
|
SU1284909A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Линия для производства карамели | 1974 |
|
SU526340A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматическая линия для получения поковок в форме тел вращения | 1986 |
|
SU1459811A1 |
Изобретение относится к обработке металлов давлением, в частности к загрузочным устройствам, используемым для подачи длинномерных заготовок в зону обработки, преимущественно в установках для гидропрессования с горизонтальным расположением рабочей камеры..Цель - увеличение производи.тельности за счет обеспечения автоматического режима и повышение надежности за счет обеспечения .точности осевого ориентирования заготовки при подаче. Ножи-отсекатели двухступенчатого дозатора производят поштучную разборку пакета заготовок с загрузкой на накопительную площадку и подачу с нее на цепной транспортер, снабженный регулируемыми по высоте опорами с ориентиругацими пальцами, установленными под углом, величина которого оп ределяется конфигурацией сечения заготовки. Для повьш1ения жесткости опоры снабжены роликами, перемещающимися в направляющих. Движение толкателя пробки затвора рабочей камеры осуществляется с помощью каретки, установленной на направляющей планке над транспортером. Конструкция устройства обеспечивает возможность подачи в зону обработки заготовок различного . профиля и длины. 2 з.п. фrлv 7 иЛ. V
15
(fjue. f
Фи2.г
35 JJ
9аг.З
J7 ВЛ39
I J
I
J2
9uz.S
18 26
9игЛ
B-8
J5,
l
Фи,г. 6
Ф«г.7
| Уральский В.И | |||
| и др | |||
| Гидропрес - сование стальных фасонных профилей на Омутнинском металлургическом заводе | |||
| - Сталь, 1980, № 11, с.- 1007, 1008, рис | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
