1
Изобретение относится к машиност роению и металлургии и может быть использовано в шлифовальных и обдирочно-шлифовальных станках.
Известно устройство для подачи проката к обдирочно-шлифовальному станку, выполненное в виде рольганга содержащего транспортные и расположенные между ними поворотные приводные ролики. Устройство снабжено механизмом для зажима проката в период обработки 1 .
Использование известного устройства обеспечивает раздельное выполнение двух движений обрабатываемого проката - осевое перемещение и враще ние вокруг своей оси.
., Существенным недостатком устройства является невозможность одновременного выполнения обоих движений, необхбдимых, например, при сплошной обточке проката, либо его светлении змейкой, что значительно снижает эксплуатационные качества устройстве. .Известен механизм для подачи проката, включающий корпус с подающими роликами. Ролики установлены на шарнирно-связанных между собой рычагах, соединенных с корпусом посредством :
силовых цилиндров и цапф, на одной из которых смонтирован привод подаю-j щих роликов 2,
Недостатками устройства являются
размещение двигателя -с червячным редуктором, приводящего во вращение подающие ролики, и силовых цилиндров с автономным приводом, внутри вращающегося корпуса,что значительно усложняет конструкцию устройства. Кроме того, расположение привода подающих роликов со значительной массой по одну сторону от продольной оси корпуса создает при его вращении дисбаланс, который вызывает неравномерный износ подшипниковых узлов корпуса и ухудшает работу его привода, что значительно снижает эксплуатационные качества устройства.
Цель изобретения - упрощение конструкции устройства и улучшение его эксплуатационных качеств.
Поставленная цель достигается тем,
что устройство снабжено двумя валами приводов барабанов и подающих роликов с приводными и опорными роликами, на которых свободно установлены барабаны, снабженные полыми установленными с возможностью свободного
вращения червячными валами с фланцами, кинематически связанным через введенные в устройство червячные и цилиндрические шестерни с подающими роликами, установленными на рычагах
Осевая фиксация барабанов при этом выполнена в виде роликовых упоров, установленных между барабаном и фланцем вала.
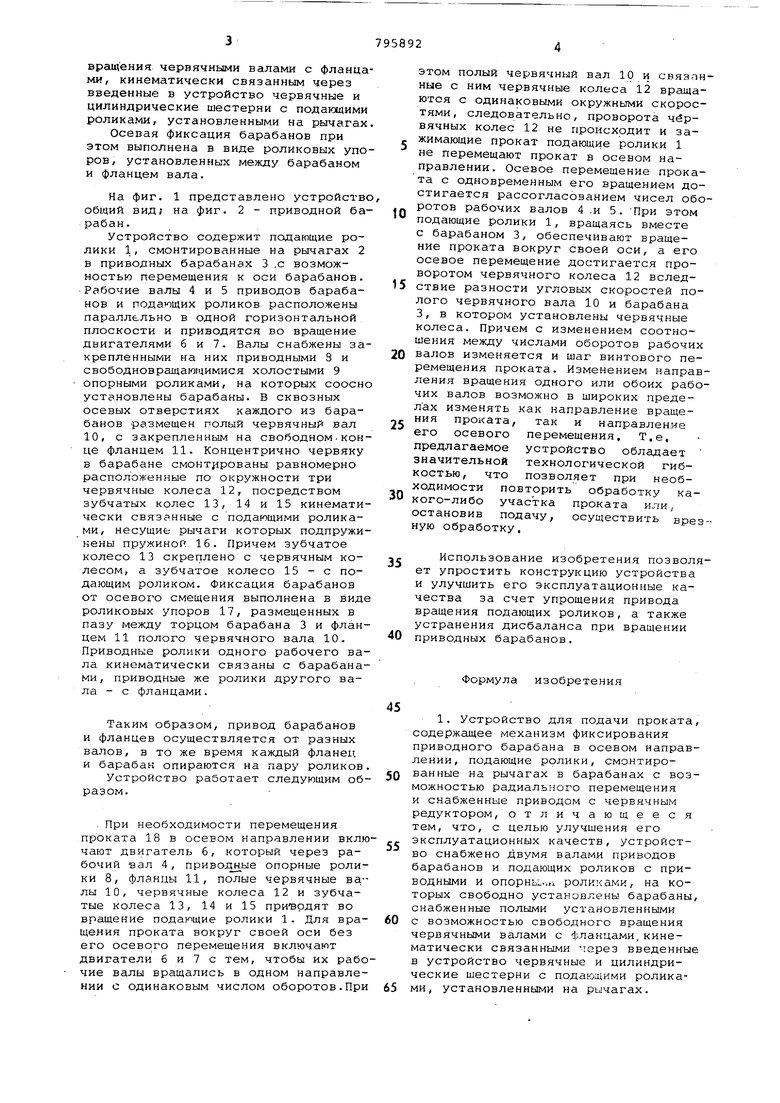
На фиг. 1 представлено устройство общий вид; на фиг. 2 - приводной барабан.
Устройство содержит подающие ролики 1, смонтированные на рычагах 2 в приводных барабанах 3 ,с возможностью перемещения к оси барабанов. Рабочие валы 4 и 5 приводов барабанов и подающих роликов расположены параллельно в одной горизонтальной плоскости и приводятся во вращение двигателями б и 7. Валы снабжены закрепленными на них приводными 3 и свободновращаютимися холостыми 9 опорными роликами, на которых соосно установлены барабаны. В сквозных осевых отверстиях каждого из барабанов размещен полый червячный вал 10, с закрепленным на свободном.конце фланцем 11. Концентрично червяку в барабане смонт|1рованы равномерно расположенные по окружности три червячные колеса 12, посредством зубчатых колес 13, 14 и 15 кинематически связанные с подающими роликами, несущие рычаги которых подпружинены пр жиной 16. Причем зубчатое колесо 13 скреплено с червячным колесом, а зубчатое колесо 15 - с подающим роликом. Фиксация барабанов от осевого смещения выполнена в виде роликовых упоров 17, размещенных в пазу между торцом барабана 3 и фланцем 11 полого червячного вала 10. Приводные ролики одного рабочего вала кинематически связаны с барабанами, приводные же ролики другого вала - с фланцами.
Таким образом, привод барабанов и фланцев осуществляется от разных валов, в то же время каждый фланец и барабан опираются на пару роликов
Устройство работает следующим образом.
. При необходимости перемещения проката 18 в осевом направлении включают двигатель 6, который через рабочий вал 4, приводимые опорные ролики 8, фланцы 11, полые червячные валы 10, червячные колеса 12 и зубчатые колеса 13, 14 и 15 приводят во вращение подающие ролики 1. Для вращения проката вокруг своей оси без его осевого перемещения включают двигатели б и 7 с тем, чтобы их рабочие валы вращались в одном направлении с одинаковым числом оборотов.При
этом полый червячный вал 10 и связанные с ним червячные колеса 12 вращаются с одинаковыми окружными скоростями, следовательно, проворота червячных колес 12 не происходит и зажимающие прокат подающие ролики 1 не перемещают прокат в осевом направлении. Осевое перемещение проката с одновременным его вращением достигается рассогласованием чисел оборотов рабочих валов 4 .и 5. При этом подающие ролики 1, вращаясь вместе с барабаном 3, обеспечивают вращение проката вокруг своей оси, а его осевое перемещение достигается проворотом червячного колеса 12 вследствие разности угловых скоростей полого червячного вала 10 и барабана 3, в котором установлены червячные колеса. Причем с изменением соотношения между числами оборотов рабочих валов изменяется и шаг винтового перемещения проката. Изменением направления вращения одного или обоих рабочих валов возможно в широких пределах изменять как направление вращения проката, так и направление его осевого перемещения. Т.е. предлагаемое устройство обладает значительной технологической гибкостью, что позволяет при необходимости повторить обработку какого-либо участка проката или, остановив подачу, осуществить врезную обработку.
Использование изобретения позволяет упростить конструкцию устройства и улучшить его эксплуатационные качества за счет упрощения привода вращения подающих роликов, а также устранения дисбаланса при вращении
приводных барабанов.
Формула изобретения
1. Устройство для подачи проката содержащее механизм фиксирования приводного барабана в осевом направлении, подающие ролики, смонтированные на рычагах в барабанах с возможностью радиального перемещения и снабженные приводом с червячным редуктором, отличающееся тем, что, с целью улучшения его эксплуатационных качеств, устройство снабжено двумя валами приводов барабанов и подающих роликов с приводными и onopHbL.,.1 роликами, на которых свободно установлены барабаны снабженные полыми установленными с возможностью свободного вращения червячными валами с фланцами,кинематически связанными через введенны в устройство червячные и цилиндрические шестерни с подающими роликами, установленными на рычагах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки роликов с криволинейной образующей | 1981 |
|
SU986736A2 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| СТЕНД ДЛЯ ОПРЕДЕЛЕНИЯ УГЛОВ УСТАНОВКИ УПРАВЛЯЕМЫХ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 1994 |
|
RU2089845C1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Цепная врубовая машина | 1928 |
|
SU30146A1 |
| Станок для обработки роликов с криволинейной образующей | 1980 |
|
SU897476A1 |
| КОНЦЕВОЙ ЭФФЕКТОР С ШАРНИРНЫМ УЗЛОМ И ПРИВОД ЭНДОСКОПИЧЕСКОГО ХИРУРГИЧЕСКОГО АППАРАТА | 2016 |
|
RU2636853C2 |
| Устройство для автоматического взвешивания и клеймения изделий | 1976 |
|
SU648848A1 |
| Планиметр для измерения площадей на топографической карте | 1990 |
|
SU1762106A1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
