(54) УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ПЛОСКИХ ДЕТАЛЕЙ
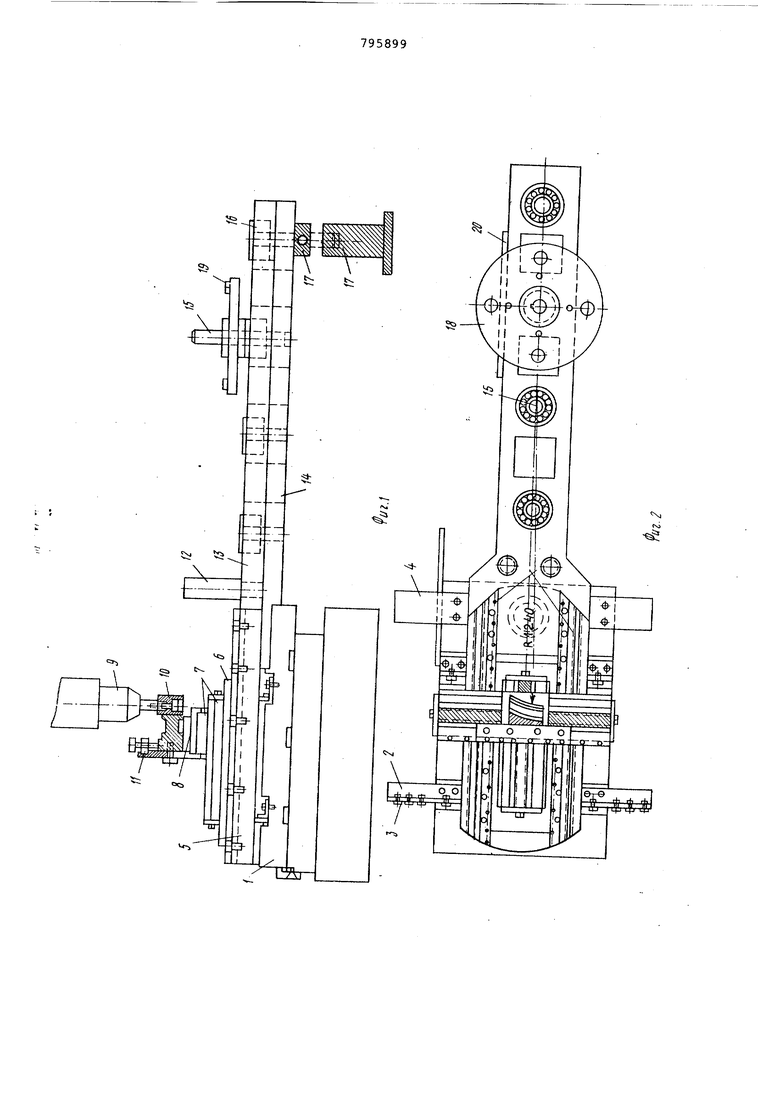
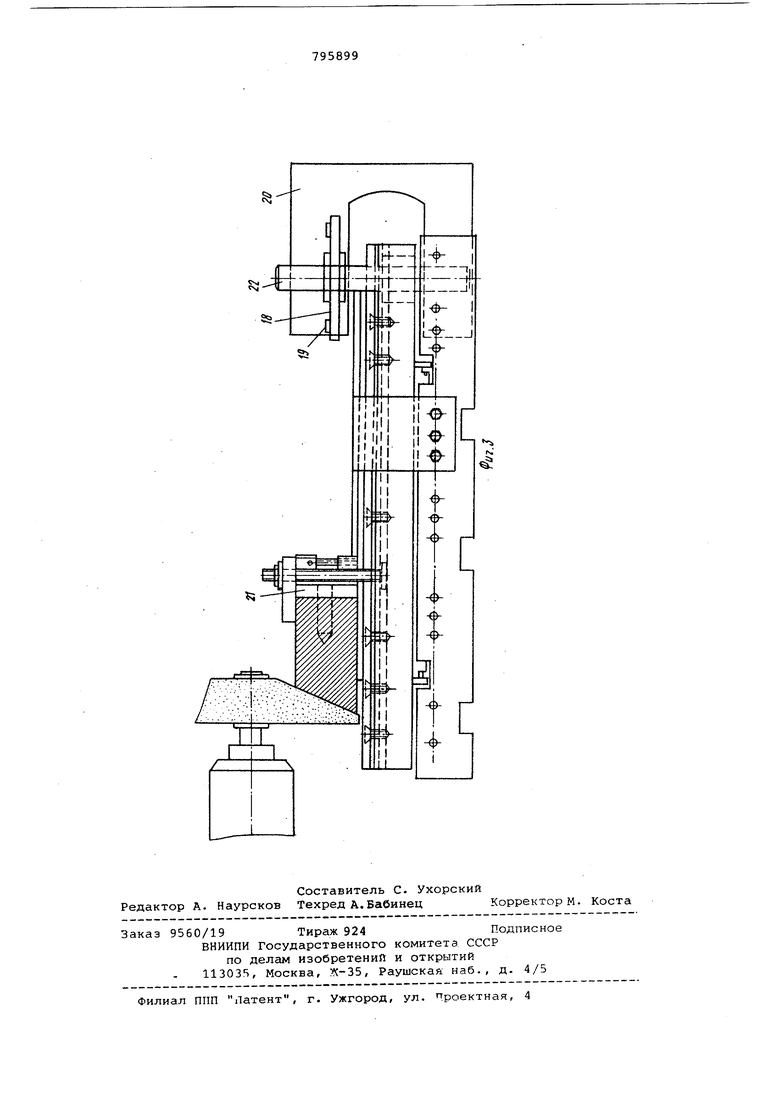
П Т 7 мещением -суппорта шлифовальной головки . Недостатками предлагаемого устрой ства являются невозможность обработки дуговых поверхностей с радиусом значительных размеров, так как величина радиусов ограничивается величиной перемещения поперечных салазок, и сложных профильных поверхностей без перестановки и перезакрепления обрабатываемой детали, что вызывает необходимость доработки ее на другом устройстве (в другом приспособлении В этих случаях одновременно снижает ся точность и производительность об работки. Цель изрбретения - повышение производительности и точности обработки сложных профильных поверхностей плос ких деталей, имеющих выпуклые и вогнутые поверхности с радиусами разных величин и прямолинейными участками профиля, а также увеличение диапазона размеров радиусов шлифуемой поверхности. Указанная цель достигается тем, что устройство, содержащее основание поворотную плиту и приспособление дляустановки и закрепления обрабаты ваемых деталей снабжено координатным столиком, взаимсшействующим через ползун с поворотной плитой и синусным диском, размещенным на оси враще ния поворотной плиты, поддерживаемой для устойчивости в крайних положениях направляющими роликами и опорными планками и, кроме того, содержит штанги-удлинители, поддерживаемые опорой, одна из которых связана с ос нованием, а другая - с поворотной частью. Штанги-удлинители имеют отверстия под переставную ось вращения, при этом точность настройки относительно базовых элементов достигают применением мерных плиток. На фиг.. 1 представлено устройство для шлифования профильных поверхностей плоских деталей, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 -. пример шлифования конусной профильной поверхности плоской дета ли. Устройство состоит из основания 1, закрепляемого на столе плоскошли фовального станка. К основанию прикреплены угольник 2 с установленными на нем роликами 3 и планка, 4, ко торые служат для поддержания поворо ной пЛиты 5 при поворотах в крайние положения. На поворотной плите имеется продольный пэз, предназначенны для ориентирования и перемещения по нему ползуна б, на котором установлен координатный столик 7, с размещенным и зафиксированным приспособл нием 8 для установки обрабатываемых деталей. На фиг. 1 показана шлифовальная головка 9 с шлифовальным аб разивным кругом 10. Приспособление выверяется с помощью набора мерных плиток, которые при выверке размещаются мелчду упорной базовой стойкой 11 приспособления и съемным (переставным) мерным пальцем 12 (переставной осью). К поворотной плите крепится одна штанга-удлинитель 13, а к основанию-другая 14;последние связаны между собой переставной осью. Для перестановки оси в штангах-удлинителях имеются отверстия 15, образуемые радиальными шарикоподшипниками 16. Штанги-удлинители поддерживаются- опорой 17. На переставную ось надет синусный диск 18 и прикреплен к верхней штанге-удлинителю. Синусный диск предназначен для настройки поворотной плиты на точный угол,при этом применяют мерные плитки, устанавливаемые между мерным пальцем 19 синусного диска и упорной базовой планкой 20, прикрепляемой к основанию. На фиг. 1 показана обработка вогнутой поверхности с большим радиусом при вертикальной оси шлифовальной головки. На фиг. 3 показана обработка выпуклой дуговой конусной поверхности при горизонтальной оси шлифовальной головки. Базовую стойку 21 используют для прикрепления обрабатываемой детали и ее выверки относительно мерного пальца 22 с помощью мерных плиток. Устройство работает следующим образом. При необходимости шлифования вогнутого профиля, обрабатываемую деталь устанавливают относительно шлифовального абразивного круга так,как показано на фиг. 1, при шлифовании выпуклого профиля - деталь устанавливают так, как показано на фиг.З. В зависимости от величины радиуса дуговой поверхности шлифуемого профиля выбирают соответствующее отверстие в штанге-удлинителе для переставной оси 15 и при необходимости координатный столик придвигают к оси поворота плиты или, наоборот, отодвигают от оси на определенную величину с помощью мерных плиток,набор которых рассчитывается, так как расстояния между отверстиями под осью имеют определенный и точный размер, расстояние до мерных пальцев также известно с большой точностью. При окончательной установке по мерным плиткам базовых стоек 11 и 21 учитывают необходимЕ й припуск на снятие металла шлифовальным абразивным кругом. При необходимости штанги-удлинители могут быть с устройства удалены, при этом ось устанавливается в отверстия, имеющиеся в основании и поворотной плите.
Шлифование радиальных или параллельных им плоскостей производится с помощью поперечного перемещения координатного столика или стола (центральных углов радиусных дуг), при шлифовании касательных поверхностей и углов для секущих поверхностей с последующим разворотом рассчитанный набор мерных плиток размещают между мерным пальцем 19 и базовой планкой 20, прикрепляемой к основанию. Базовая планка может быть установлена соответствукнцей длины.
В зависимости от сложности шлифуемой профильной поверхности размеров деталей, элементов поверхности, f coбенно величины радиусной дуги, наличия или отсутствия касательных или ; секущих поверхностей, отдельные узлы и дetaли могут и не применяться, в том числе могут быть сняты с устройства координатный столик, синусный диск, штанги-удлинители, некоторые упоры и базовые элементы.
Устройство является универсальным обладает широкими технологическими возможностями и заменяет многие специальные приспособления.
Формула изобретения
Устройство для шлифования профильных йоверхностей плоских деталей,содержащее основание, поворотную плиту и приспособление для установки деталей, отличающееся тем, что, с целью повышения производительности и точности обработки сложных профильных поверхностей, оно снабжено координатным столиком, ползуном,
o смонтированным с возможностью взаимодействия с упомянутым столиком и поворотной плитой, синусным диском и направляющими роликами, связанными с поворотной плитой, а также опорны
5 ми планками и двумя штангами-удлинителями с опорами и отверстиями для перестановки оси враУцёния, одна из которых скреплена с основанием, а вторая - с поворотной частью.
Q Источники информации,
принятые во внимание при экспертизе
1.Харченко К.С. Практика профильного шлифования. Ленинград, 1966, с. 28-30.
2.Авторское свидетельство СССР
5
№ 487751, кл. В 24 В 19/02, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования пазов детали | 1981 |
|
SU1103998A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| Станок для шлифования шаблонов с прямолинейными и дуговыми участками | 1932 |
|
SU30097A1 |
| Тангенциальная шлифовальная машина | 1989 |
|
SU1834946A3 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТЕЛ ВРАЩЕНИЯ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2009 |
|
RU2415743C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ОКРУЖНОСТИ ТРАКТОРНЫХ И АВТОМОБИЛЬНЫХ АСБЕСТОВЫХ ДИСКОВ СЦЕПЛЕНИЯ | 1933 |
|
SU39603A1 |
| ВЕРТИКАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2037389C1 |