(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В КИПЯЩЕМ СЛОЕ ПСЕВДООЖИЖЕННОГО АБРАЗИВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU878515A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для абразивной обработкидЕТАлЕй B пСЕВдООжижЕННОй СРЕдЕ | 1979 |
|
SU837799A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859123A1 |
f
Изобретение относится к абразивной обработке деталей в псевдоожиженной. среде, например полировке, снятию заусенцев, скруглению кромок, зачистке, снятию нагара и т.п., и может быть использовано в машиностроительной и другой промышленности.
Известно устройство для абразивной обработки деталей в псевдоожиженной среде, содержащее газораспределительную решетку, изготовленную, например, из фетра, войлока 1.
Однако относительно низкие упругие свойства газораспределительных решеток из фетра (войлока) ограничивают диапазон их регулирования относительно малой величиной упругой деформации, а решетки из абразивных кругов вообще нельзя деформировать, что ограничивает технологические возможнойти метода обработки в кипящем абразиве.
Цель изобретения - расширение диапазона регулирования деформацией сопротивления газораспределительных решеток.
Указанная цель достигается тем, чтогазораспределительная решетка выполнена из нетканого материала на основе металлической проволоки металло-резина и снабжена механизмом для ее сжатия.
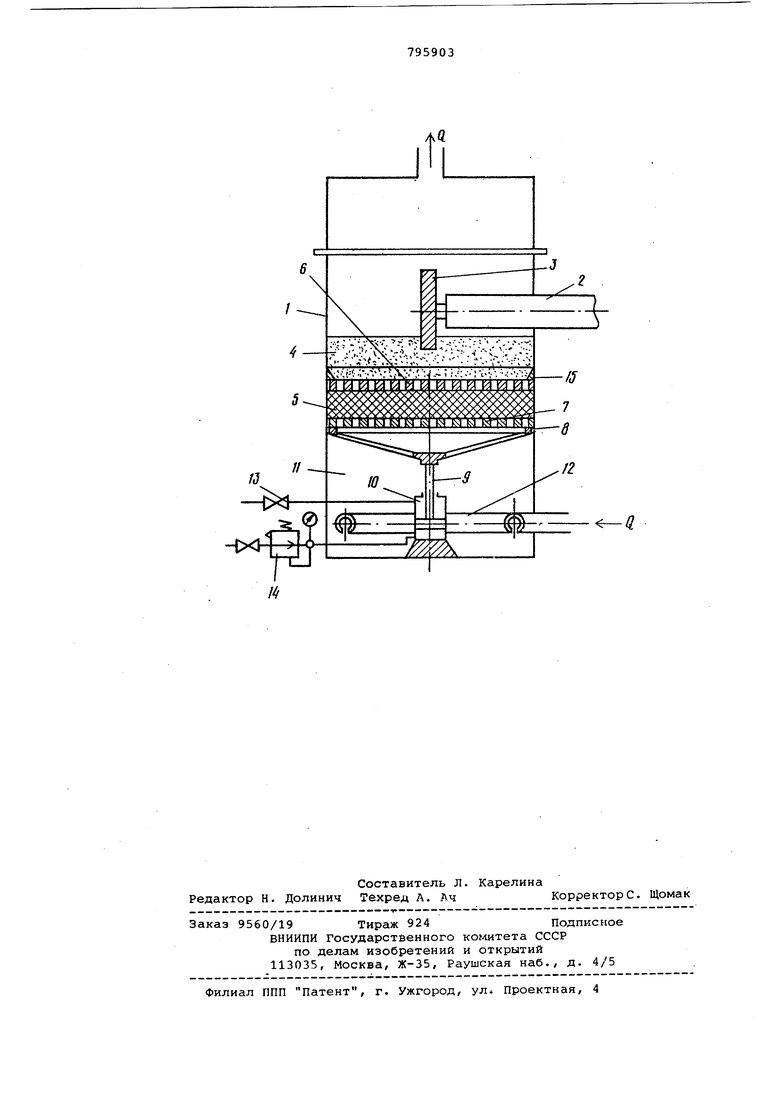
На чертеже схематично изображено устройство для обработки деталей в кипящем слое псевдоожиженного абразива.
Устройство содержит камеру 1, на которой закреплен шпиндель 2 с установленным на его конце обрабатываемым изделием 3, частично погруженным в кипящий абразив 4. В камере установлена газораспределительная решетка 5, изготовленная из металло-резины.
Металло-резина представляет собой материал, основой строения которого является пространственная решетка из тонкой металлической спирали, соответствующей по аналогии макромолекулам резины.
Детали из металло-резины изготавливают из проволочных спиралей,которые укладывают с взаимным перекрещиванием в прессформы, соответствующие по форме и размерам готовому изделию, и прессуют под давлением.
Помимо высокой пористости материал металло-резина подобно обычной но непористой резине, обладает высо,кой упругостью и, кроме того, эластичностью, демпфирующей способностью, высокими температурньлми характеристикс1ми, способен выдерживать высокиудельные давления и напряжения в работе, слабо взаимодействует с агрессивными средами и не стареет.
Устройство снабжено механизмом сжатия газораспределительной решетки, содержащим верхнкяо 6 и нижнюю 7 силовую решетки, причем нижняя решетка опирается на кольцо 8, закрепленное на механизме сжатия, выполненном, например, в виде штока 9 силового пневмо- или гидроцилиндра 10, корпус которого закреплен на дне воздухоподакйцей камеры 11.
В воздухоподающей камере установлен коллектор 12, к которому от пневмосети подведен поток воздуха Q . Управление работой силового цилиндра осуществлено вентилями 13 и регулятором 14 давления.
При работе устройства шток 9 силового цилиндра 10 через кольцо 8 и силовую решетку 7 поджимает газораспре.делительную решетку 5 к силовой решетке 6, которая упирается в выступы 15 на камере 1. .
Степень сжатия газораспределительной решетки, характеризующая ее сопротивление истечению через нее воздуха, регулируется силой штока силового цилиндра, которая задается давлением в нем, т.е. регулятором давления. Чем меньше сжата решетка, тем больше воздуха проходит через нее, так как меньшее ее сопротивление, и, наоборот, сжатие решетки увеличивает ее сопротивление. Благодаря высоким упругим свойствам металло-резины диапазон регулирования сопротивления решетка оказывается также большим.
Сопротивление решетки регулируют в зависимости от требований технологического процесса обработки детали 3. Конкретные технологические условия обработки определяют экспериментально.
Конструкция механизма сжатия газораспределительной решетки может быть и другой, возможно, например, применение винтовой пары и других силовых устройств.
Газораспределительные решетки устройств для обработки деталей в кипящем абразиве могут быть изготовлены из металло-резины известными способами и обеспечивают высокую степень регулирования их сопротивления, что расширяет технологические возможности этих устройств, повысит их эффективность, качество обработки и т.п.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
4 5
-txJVJ
