гайкой, установленной на стержне с возможностью осевого смещения во входном натрубке диффузора, прнчем мембрана выполнена из иористого материала.
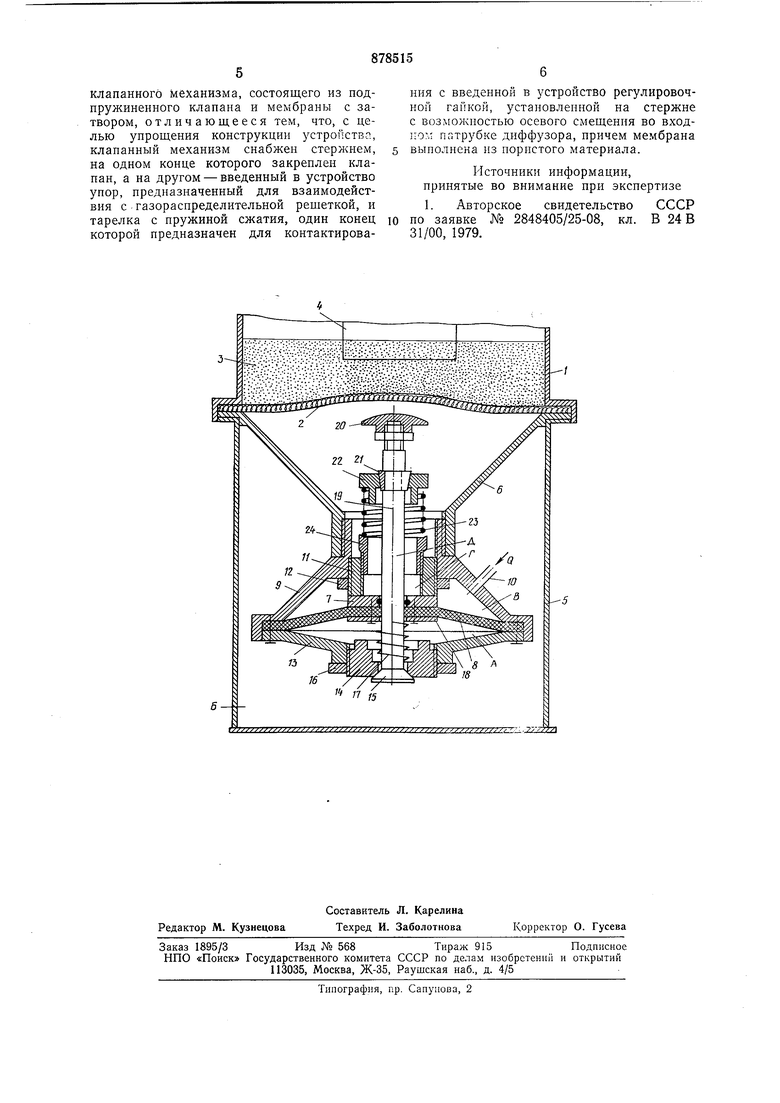
На чертеже изображена воздухоподающая камера с механизмом иульсаций устройства (без его верхней части), вертикальный разрез.
Устройство содержит рабочую камеру 1 с закрепленной в ней газораспределительной решеткой 2. Над решеткой 2 расположен слой абразива 3, в котором обрабатывают деталь 4, закрепленную, например, на шнинделе, установленном на крышке камеры (на чертеже не показаны).
Рабочая камера 1 расположена на основании 5, в котором закренлена воздухоподаюш,ая камера 6, выполненная в виде диффузора. С торцом входного патрубка диффузора взаимодействует затвор 7, закрепленный на мембране 8, образующей вместе с корпусом 9, к которому она герметично прикреплена по наружному диаметру, кольцевой ресивер, соединенный воздуховодом 10 с источником потока Q ожижающего абразив воздуха.
Корпус 9 завинчен в натрубок диффузора 6 и снабжен завинченной в него втулкой 11, фиксация осевого положения которой производится контргайкой 12 (осевое смещение этой втулки необходимо для регулировки высоты прогиба мембраны . 8);
На корпусе 9 закреплена крышка 13, в которую завинчено седло 14 клапана 15. Осевое положение седла 14 фиксируется после настройки контргайкой 16. Пружина сжатия 17 упирается одним концом в торец седла 14, а другим - в шайбу 18, закрепленную на мембране, которая сжата между затвором 7 и шайбой 18.
Мембрана 8 выполнена пористой (из фетра или войлока), а стержень 19 клапана 15 пропушен через отверстия в шайбе 18, мембране 8 и затворе 7 в полость диффузора 6, т. е. в воздухоподающую камеру. На конце стержня клапана при помощи резьбового соединения и контргайки закреплен грибовидный упор 20, взаимодействующий с газораспределительной решеткой 2 в моменты ее прогнба вниз (или смещения вниз). На участке стержня клапана, расположенном в воздухонодающей , нри помощи конических нолувтулок (сухарей) 21, расположенных в проточке стержня, закреплена тарелка 22 с упирающейся в нее пружиной сжатия 23, второй конец которой онирается на втулку 24, закрепленную в патрубке диффузора свозможнЬстью осевого регулирования смещения, для чего она завинчена, например, во втулку 11.
При работе устройства вначале газораспределительная решетка под действием веса находящегося на ней абразива прогнута вниз, причем соответственно нод ее
действием на упор 20 клапан 15 смещен вниз, в результате чего он сообщает полость А с полостью Б основания, соединенной с атмосферой. Пружиной 17 затвор 7 вместе с мембраной поджат к торцу втулки 11.
При подаче воздуха через патрубок 10 в полость В давление на мембрану 8 вследствие ее сопротивления и отсутствия сопротивления в полости Б позволяет мембране преодолеть силу сжатия пружины 17. Прогибаясь вниз, мембрана садится шайбой 18 на кольцевой бурт седла 14, нерекрывая истечение потока воздуха через отверстие седла 14 в полость Б. Сжатый воздух устремляется через отверстие Г во втулках 11 и 24 в воздухоподаюшую камеру диффузора 6. Проходя через газораспределительную решетку 2, воздух взвешивает находящийся над ней абразив 3, в котором обрабатывается деталь 4. Давление на решетку 2 взвешенного абразива исчезает и она под действием проходящего через нее воздуха прогибается вверх, в результате чего
нод действием пружины 23 клапан 15 поднимается вверх, перекрывая отверстие седла 14. Сжатый воздух из полости В начинает проходить через мембрану 8 в полость А. Давление воздуха в полостях А и
В выравнивается, нод действием сжатой пружины 17 мембрана прогибается вверх и ее затвор перекрывает отверстие Г. Доступ сжатого воздуха в рабочую камеру прекрашается, находящийся в ней воздух истекает
в атмосферу, под действием своего веса абразивный слой 3 оседает на решетку 2, прогибая ее вниз, открывается клапан 15 и цикл повторяется.
Пульсирующий в вертикальной плоскости
абразив обрабатывает деталь 4.
Конструкция устройства проще прототипа, который содержит специальный привод пульсатора. Сечение отверстие Г во втулке 11, т. е. входного патрубка воздухоподающей камеры, значительно больще, чем сечение отверстий в затворе прототипа, что позволяет звеличить расход воздуха для получения большего импульса и резко уменьшает массу затвора, что позволяет
увеличить частоту пульсаций, которая в данном устройстве равна собственной частоте пульсаций абразивного слоя. Увеличение частоты пульсаций абразива и его импульса увеличивает производительность
обработки.
Формула изобретения
Устройство для обработки деталей в псевдоожиженном абразиве, содержащее расположенную под газораспределительной решеткой воздухоподающую камеру, которая снабжена диффузором и механизмом для сообщения ожижающему абразив воздуху пульсаций, выполненного в виде
клапанного механизма, состоящего из подпружиненного клапана и мембраны с затвором, отличающееся тем, что, с целью упрощения конструкции устройства, клапанный механизм снабжен стержнем, на одном конце которого закреплен клапан, а на другом - введенный в устройство упор, предназначенный для взаимодействия с газораспределительной решеткой, и тарелка с пружиной сжатия, один конец которой предназначен для контактирования с введенной в устройство регулировочной гайкой, установленной на стержне с возможностью осевого смещения во входном патрубке диффузора, причем мембрана выполнена из пористого материала.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2848405/25-08, кл. В 24 В 31/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU848313A1 |
| Устройство для обработки деталей в свободном абразиве | 1980 |
|
SU867618A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Способ обработки деталей в "ки-пящЕМ" СлОЕ АбРАзиВА | 1979 |
|
SU848310A1 |
| Способ обработки в псевдоожиженномАбРАзиВЕ | 1979 |
|
SU852510A1 |
