Предметом изобретения является конструкция приспособления для за-тылования профилированных фрез анодно-механическим способом.
Известные способы анодно-механической обработки металлов позволяют производить заточку твердосплавных фрез в 4-5 раз скорее абразивной заточки, причем время работы фрезы между переточками увеличивается в 1,5-2 раза.
Недостатком существующих анодно-механических приспособлений для заточки фрез является невозможность заточки профилированных фрез. В предлагаемом приспособлении этот недостаток устранен тем, что в нем применена двойная амортизация шпинделя, при помощи которой производят такую заточку.
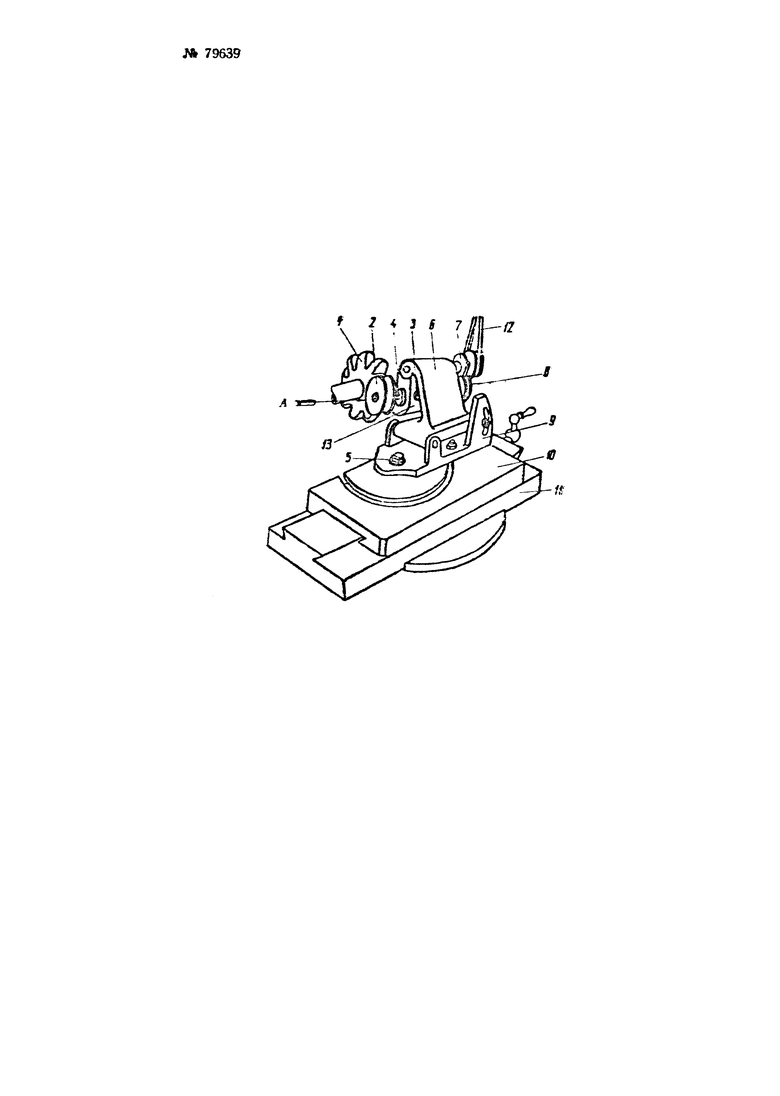
На чертеже изображено приспособление.
Приспособление устанавливается на супорте 11 затыловочного станка. На передвигаемой винтом по салазкам супорта доске 10 размещено основание 9, вращающееся вокруг оси 5 при установке на нужный угол в горизонтальной плоскости. Для поворота шпинделя 4 на нужный угол в вертикальной плоскости служит корпус 6, качающийся на оси и закрепляемый гайкой в пазу основания. Шпиндель 4 вместе с инструментом-катодом 2 помещен в качающейся на оси люльке 13. Люлька отжимается к изделию пружиной 3. Помещенная внутри люльки перпендикулярно первой пружина амортизирует шпиндель в направлении стрелки А.
Передача крутящего момента к инструменту 2 от электродвигателя передается через ремень 12 и далее через фрикционную клиновую пару, выполненную из ведущего шкива 7 и ведомого шкива 8. Между обрабатываемой фрезой-анодом 1 и инструментом-катодом 2 протекает электролит.
Амортизация шпинделя в двух взаимно перпендикулярных направлениях определяет нормальное течение анодно-механического процесса без срывов и коротких замыканий при любом положении инструмента и затылуемой фрезы.
В качестве электрода-инструмента 2 для затылования червячных фрез применен металлический диск, а при одновременной шлифовке двух сторон - пальцевый электрод. Для заголовки профильных фрез можно пользоваться диском, состоящим из 50-100 тонких, разделенных шеллаком, дисков, стянутых скошенными шайбами.
Для подправки профиля электрода-инструмента можно использовать затравочный карандаш, а для исправления - профильную пластинку при токе обратной полярности.
Приспособление для анодно-механической затыловки профилированных и червячных фрез, состоящее из шлифовальной головки, установленной на супорте затыловочного станка, и профилированного металлического диска, являющегося рабочим инструментом, вращающимся на шпинделе, к которому подведен минусовый зажим цепи постоянного тока, а плюсовый зажим подведен к обрабатываемой фрезе, отличающееся тем, что люлька шпинделя катодного диска снабжена двумя пружинными амортизаторами, один из которых установлен вдоль оси шпинделя, а второй перпендикулярно к последней.
