Известны станки для заточки и снятия затылков у фрез, разверток и т. п., снабженные возвратнр-псступательно движущимися салазками, несущими изделие, и приспособлением для автоматического поворачивания фрезы на один зуб по окончании шлифования предыдущего зуба. В подобньгх станках предлагается воспроизводить заднюю заточку путем сообщения вращающемуся шлифовальному кругу -качагельного движения вокэуг (СИ, параллельн:й, но не совпадающей с осью изделий.
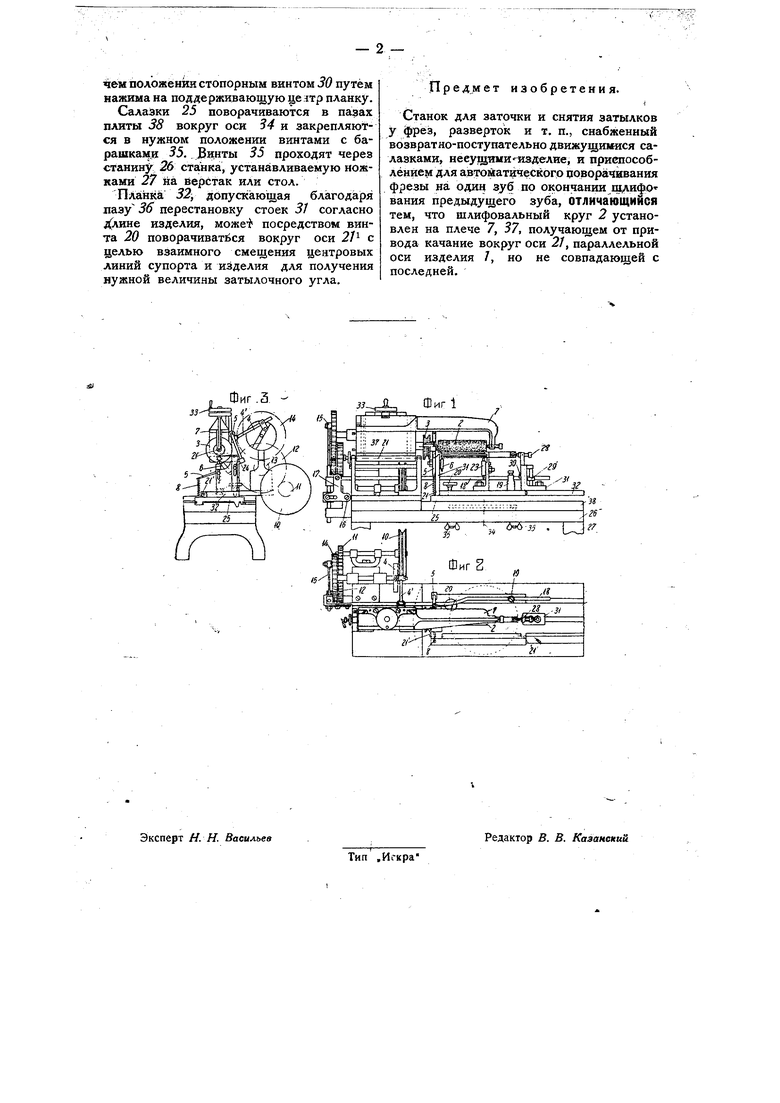
На чертеже фиг. 1 изображает. вид предлагаемого станка спереди; фиг вид его в плане; фиг. 3-вид его сбоку.
Шлифовальный круг 2 получает вращение от шкива 5 (фиг. 1) и укреплен в центрах плеча 7, 57. Последнее установлено качательно вокруг с си 27 и сочленено тягой 4 (фиг. 2 и 3) с кривошипным диском 4. Вследствие этого плечо 7, 37, снабженное индексной установленной на размер рукояткой 33, получает колебательное движение. Каждому кол2бат,льному движению плеча 57 со156
ответствует поворот изделия на один его зубец, что осуществляется при помощи качающегося рычага 5 и соединенной с ним пружинной собачкой 6 коробчатого типа, причем, когда супорт отводится назад, рычаг 5 возвращается в первоначальное положение пружинсй 8, а изделие системой пружинного контр-упора 23 доводится до упора 24, чем об-спечи-. вается неподвижность и точность установки обрабатываемого зубца.
При каждом колебательном движении плеча 7, 57 салазки 25 вместе с укрепленной-на них планкой 52, несущей стойки 5/, поддерживающие центры 28 изделия, получают прямолинейное возвратнопоступательное движение от шкива W через систему зубчаток //, /2, .73, J4, регулируемое эксцентриком с шатуном 75. Последний соединен с качающимся на оси J6 угольником 77, с которым скрэплена тяга J8, соединяемая с салазками 25 при помощн переставной стойки 79, надетой на шпильку салазок. Один из центров 28 (по фиг. 1 правый) регулируется по высоте винтом 29, закрепляемым в рабочем положении стопорным винтом 30 путём нажима на поддерживающую цедтр планку.
Салазки 25 поворачиваются в пазах плиты 38 вокруг оси 34 и закрепляются в нужном положении винтами с барашканц 35. Винты 35 проходят через станину 26 станка, устанавливаемую ножками 27 на верстак или стол.
Планка 32, допускающая благодаря лазу 36 перестановку стоек 31 согласно Хлине изделия, може посредством винта 20 поворачиваться вокруг оси 2/ с целью взаимного смещения центровых линий супорта и изделия для получения нужной величины затылочного угла.
изобретения.
-I
Станок для заточки и снятия затылков у фрез, разверток и т. п., снабженный возвратно-поступательно движущимися салазками, нееущями «изделие, и приспособлением для автоматического поворачивания фрезы на один зуб по окончании шлифО вания предыдущего зуба, отличающийся тем, что шлифовальный круг 2 установлен на плече 7, 37, получающем от привода качание вокруг оси 2/, параллельной оси изделия 7, но не совпадающей с последней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Станок для шлифования зубцов джино-линтерных пил | 1938 |
|
SU56888A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АНОДНО-МЕХАНИЧЕСКОЙ ЗАТЫЛОВКИ ПРОФИЛИРОВАННЫХ И ЧЕРВЯЧНЫХ ФРЕЗ | 1948 |
|
SU79639A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| Станок для заточки фрез | 1984 |
|
SU1248767A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
Фиг .3
Шиг 1

