(54) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ плоских
ДЕТАЛЕЙ С БАЗОВЫМИ ОТВЕРСТИЯМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки узлов | 1982 |
|
SU1134340A1 |
| Загрузочное устройство | 1981 |
|
SU984805A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для поштучной выдачи деталей на сборку под сварку | 1981 |
|
SU958069A1 |
| Устройство для подачи деталей | 1985 |
|
SU1255379A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОГО РАЗДЕЛЕНИЯ И ВЫДАЧИ ИЗ СТОПЫ БУГОРЧАТЫХ ПРОКЛАДОК | 1991 |
|
RU2025428C1 |
| Устройство для установки на печатные платы радиоэлементов, преимущественно поверхностного монтажа | 1988 |
|
SU1777256A1 |
| ОБЛИЦОВОЧНЫЙ МАНИПУЛЯТОР | 1990 |
|
RU2023582C1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
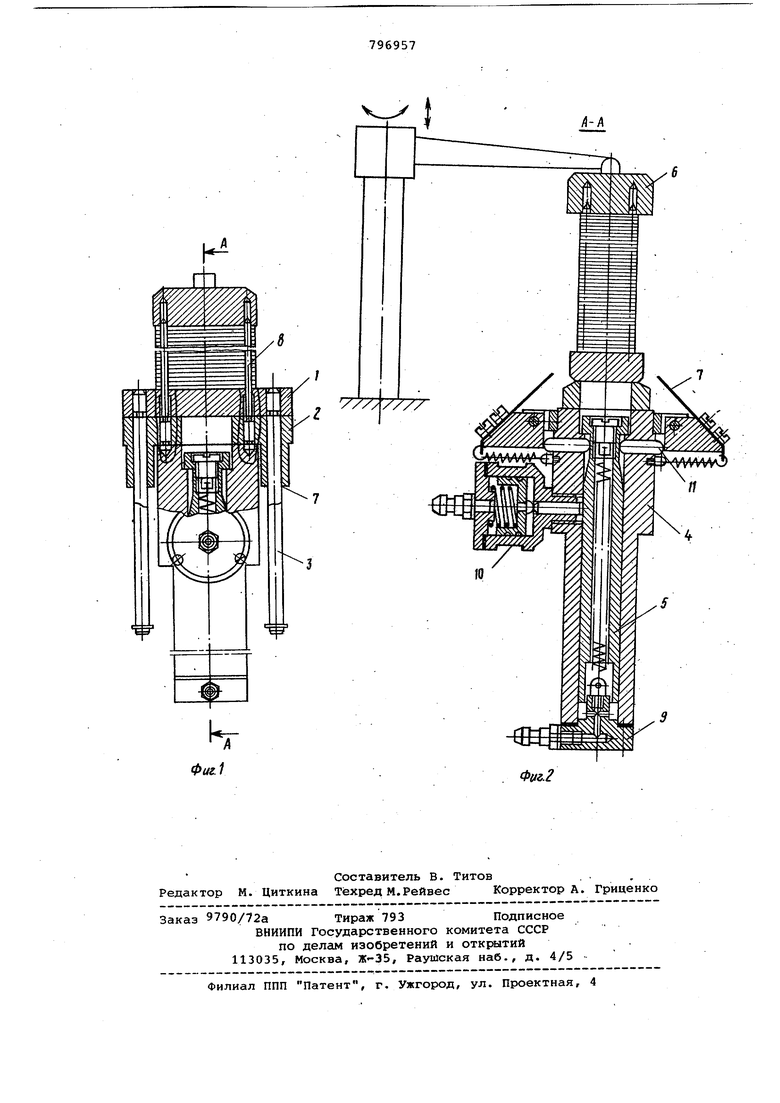
.-. . Изобретение предназначено для автоматизации поштучной выдачи пластин чатых деталей с базовыми отверстиями в .частности для подачи выводной решетки при производстве изделий микроэлектроники, и может быть применено в других отраслях промышленности для поштучной выдачи подобных плоских деталей. Известноустройство для поштучной выдачи пластинчатых деталей, содержащее .магазин для деталей с направляющими штырями, установленный под магаз ином кортус со штоком для пода .и фиксации стопы деталей в заданном положении и механизм поштучной выдачи деталей из магазина 1. Одйако известное устройство не обеспечивает высокой точности позиционирования деталей и не надежно в работе. Цель изобретения - повышение точ ности и надежности работы. Поставленная цель достигается те что в уст,юйстве для поштучной выда чи пластинчатых деталей с базовыми отверстиями, содержащем магазин для деталей с направляющими стержнями, установленный под магазином корпус штоком для подачи и фиксации стопы деталей в заданном положении и механизм поштучной выдачи деталей из магазина, корпус со штоком снабжен фиксирующими губками, а магазин выполнен в виде подвижной и неподвижной платформ, причем в неподвижной платформе выполнено отверстие для прохождения штока, который установлен с возможностью взаимодействия с подвижной платформой и фиксирующими губками, а фиксирующие губки - с возможностью фиксации неподвижной платформы. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез по А-А на фиг.1 Устройство содержит магазин для , деталей, выполненный в виде подвижной 1и неподвижной 2 платформ с направляющими стержнями 3, корпус 4 со штоком 5, механизм поштучной выдачи 6, причем корпус 4 снабжен фиксирующими губками 7. На неподвижной платформе 2закреплены базируквдие штыри 8, а на корпусе 4 закреплены пневмоцилиндры 9 и Ю и толкатели 11. Устройство работает следующим образом. Магазин со стопой деталей, установленных на базируквдих штырях 8 и
расположенных на подвижной платформе 1, размещается на корпусе 4. Подается сжатый воздух в пневмоцилиндр 9, который поднимает шток 5, Во время хода до подвижной платформы 1 шток при переходе от конической части к цилиндрической разводит толкатели 11, поворачивающие прижимные губк 7, которые фиксируют неподвижную платформу 2 на корпусе 4.. При дальнейшем перемещении шток 5 выталкивает подвижную платформу 1 со стопой деталей до контакта с механизмом вьщачи б. После контакта происходит фиксация штока 5 подачей сжатого вОздуха в пневмоцилиндр 10. Механизм вьздачи б снимает верхнюю деталь со стопы. После подачи детали на технологическую позицию механизм б возвращается в исходное положение, происходит сброс сжатого воздуха в пневмоцилиндре 10, и шток 5 от пневмоцилиндра 9 поднимает платформу 1 со стопой деталей на величину, равную толщине снятой детали, то есть до контакта с механизмом 6. Положени штока снова фиксируется подачей сжатого воздуха в пневмоцилиндр 10, и происходит снятие из стопы деталей следующей детали. Цикл повторяется до полной разгрузки магазина.
Положительный эффект от использования предлагаемого устройства заключается в повышении точности позиционирования дбталей в каждом цикле их поштучной выдачи и повышении надежности работы устройства.
Формула изобретения
Устройство для поштучной выдачи плоских деталей с базовыми отверстиями, содержащее магазин для деталей с направляющими стержнями, установленный под магазином корпус со штоком для подачи и фиксации стопы деталей в заданном положении и механизм поштучной выдачи деталей из магазина, отличающееся тем,
5 что, с целью повышения точности и надежности работы устройства, корпус со штоком снабжен фиксирующими губка ми, магазин выполнен в виде подвижной и неподвижной платформ, причем
0 в неподвижной платформе выполнено отверстие для прохождения штока, который установлен с возможностью взаимодействия с подвижной платформой и фиксирующими губками, а фиксирующие губки установлены с возможностью фиксации неподвижной платформы .
Источники информации,: г| принятые во внимание при экспертизе
