&
(Л
а
4 СА9 ЭО СО О)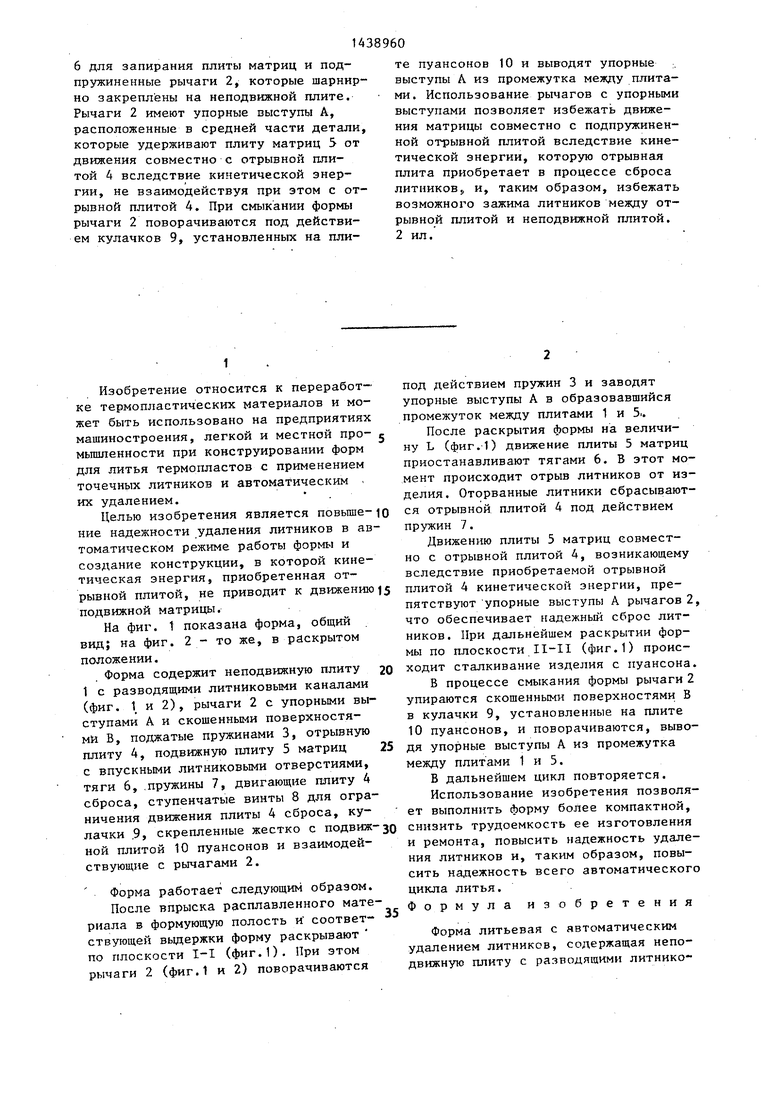
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерныхиздЕлий C ОТРыВОМ ТОчЕчНыХ лиТНиКОВ | 1978 |
|
SU835771A1 |
| Литьевая форма для изделий из термопластов | 1991 |
|
SU1801763A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма с отрывными литни-КАМи для пОлиМЕРНыХ издЕлий | 1978 |
|
SU797883A1 |
| Литьевая форма для полимерныхиздЕлий C МЕХАНичЕСКиМ ОТРыВОМТОчЕчНыХ лиТНиКОВ | 1979 |
|
SU829440A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU1024284A1 |
| АЯ БИБЛИОТЕьдА. Т. Ушаков | 1970 |
|
SU263123A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1197862A1 |
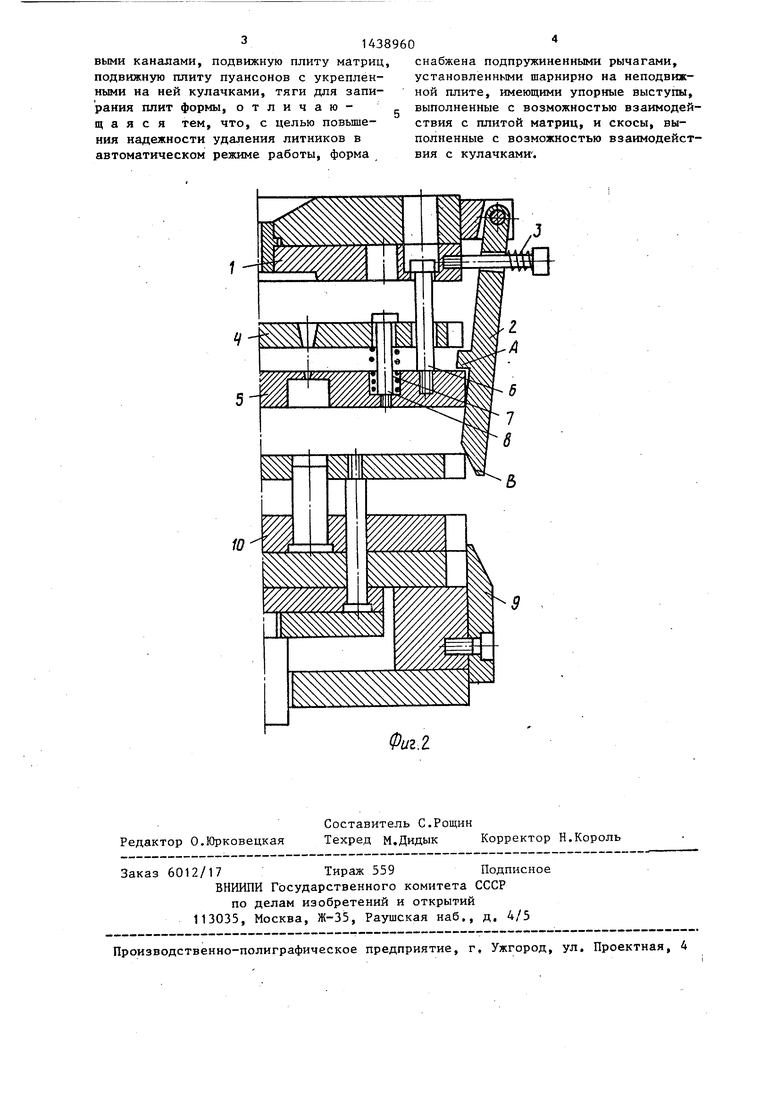
Изобретение может быть использовано при конструировании форм для литья под давлением термопластов с применением точечных литников и автоматическим их удалением. Форма содержит неподвижную плиту 1 с разводящими литниковыми каналами, подвижную плиту матриц 5 с выпускными каналами точечных литников, подвижную плиту пуансонов 10, подпружиненную отрывную плиту 4 для сбора литников, тяги
0i/f. f
6 для запирания плиты матриц и подпружиненные рычаги 2, которые шарнир- но закреплены на неподвижной плите. Рычаги 2 имеют упорные выступы А, расположенные в средней части детали, которые удерживают плиту матриц 5 от движения совместно с отрывной плитой 4 вследствие кинетической энергии, не взаимодействуя при этом с отрывной плитой 4. При смыкании формы рычаги 2 поворачиваются под действием кулачков 9, установленных на пли1
Изобретение относится к переработке термопластических материалов и может быть использовано на предприятиях машиностроения, легкой и местной про- мышленности при конструировании форм для литья термопластов с применением точечных литников и автоматическим . их удалением.
Целью изобретения является повышение надежности удаления литников в автоматическом режиме работы формы и создание конструкции, в которой кинетическая энергия, приобретенная отрывной плитой, не приводит к движению подвижной матрицы.
На фиг. 1 показана форма, общий вид; на фиг. 2 - то же, в раскрытом положении.
Форма содержит неподвижную плиту 1 с разводящими литниковьми каналами (фиг. и 2), рычаги 2 с упорными выступами А и скошенными поверхностями В, поджатые пружинами 3, отрывную плиту 4, подвижную плиту 5 матриц с впускными литниковыми отверстиями, тяги 6, .пружины 7, двигающие плиту 4 сброса, ступенчатые винты 8 для ограничения движения плиты 4 сброса, кулачки .9, скрепленные жестко с подвижной плитой 10 пуансонов и взаимодействующие с рычагами 2.
Форма работает следующим образом.
После впрыска расплавленного материала в формующую полость и соответствующей вьщержки форму раскрывают по плоскости I-I (фиг.1). При этом рычаги 2 (фиг.1 и 2) поворачиваются
те пуансонов 10 и выводят упорные выступы А из промежутка между плитами. Использование рычагов с упорными выступами позволяет избежать движения матрицы совместно с подпружиненной отрывной плитой вследствие кинетической энергии, которую отрывная плита приобретает в процессе сброса литников,, и, таким образом, избежать возможного зажима литников между отрывной плитой и неподвижной плитой. 2 ил.
под действием пружин 3 и заводят упорные выступы А в образовавшийся промежуток между плитами 1 и 5..
После раскрытия формы на величину L (фиг.1) движение плиты 5 матриц приостанавливают тягами 6. В этот момент происходит отрыв литников от изделия. Оторванные литники сбрасываются отрывной плитой 4 под действием пружин 7.
Движению плиты 5 матриц совместно с отрывной плитой 4, возникающему вследствие приобретаемой отрывной плитой 4 кинетической энергии, препятствуют упорные выступы А рычагов 2 что обеспечивает надежный сброс литников. При дальнейшем раскрытии формы по плоскости I1-II (фиг.1) происходит сталкивание изделия с пуансона.
В процессе смыкания формы рычаги 2 упираются скошенными поверхностями В в кулачки 9, установленные на плите 10 пуансонов, и поворачиваются, выводя упорные выступы А из промежутка между плитами 1 и 5.
В дальнейшем цикл повторяется.
Использование изобретения позволяет выполнить форму более компактной, снизить трудоемкость ее изготовления и ремонта, повысить надежность удаления литников и, таким образом, повысить на,цежность всего автоматического цикла литья. Формула изобретения
Форма литьевая с автоматическим удалением литников, содержащая неподвижную плиту с разводящими литнико 1438960
выми каналами, подвижную плиту матриц, снабжена подпружиненными рычагами, подвижную плиту пуансонов с укреплен- установленными шарнирно на неподвижными на ней кулачками, тяги для запирания плит формы, отличающаяся тем, что, с целью повьше- ния надежности удаления литников в автоматическом режиме работы, форма
ной плите, имеющими упорные выступы, g выполненные с возможностью взаимодействия с плитой матриц, и скосы, выполненные с возможностью взаимодействия с кулачками .
ю
снабжена подпружиненными рычагами, установленными шарнирно на неподвижной плите, имеющими упорные выступы, выполненные с возможностью взаимодействия с плитой матриц, и скосы, выполненные с возможностью взаимодействия с кулачками .
Фиг.2.
| Дубов К.Х | |||
| Литьевые формы для деталей из термопластов | |||
| М., ЦНИИТЭстроймаш, 1979. |
