(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1562150A2 |
| Литьевая машина | 1986 |
|
SU1361006A1 |
| Литьевая машина | 1984 |
|
SU1206118A1 |
| Литьевая форма | 1982 |
|
SU1151476A1 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1426821A1 |
| Литьевая форма | 1988 |
|
SU1636241A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для формованияТОНКОСТЕННыХ пОлыХ пОлиМЕРНыХиздЕлий | 1979 |
|
SU797885A1 |
| Литьевая машина | 1976 |
|
SU648426A1 |
| Ползун зубошлифовального станка | 1985 |
|
SU1463407A1 |
1
Изобретение относится к производству изделий.иа .термопластичных материалов н мокет быть использовано для изготовления крупногабаритных полых изделий литьем под давлением на литьевых машинах.
Известна литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвинсную плиты, гщнту съема и хвостовик ПЛ.
Известная форма содержит дополнительную плиту, связанную с плитой съема толкателями. Наличие дополнительной плиты уменьшает величину перемещения плиты съема, что исключает съем изделий, имеющих большую высоту.
Цель изобретения - расширение технологических возможностей за счет обеспечения съема высоких изделий.
Поставленная цель достигается тем, что литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, плиту съема и хвостовик, снабжена размещенным на
ПОДВИЖНОЙ плите центральным гидроцилиндром, поршень которого закреплен на хвостовике, и установленными на пли. те съема дополнительными гидроциланд- рами, штоки поршней которых закреплены на подвижной плите, а поршневые полости их сообщены с полостью центрального гидроцилиндра.
Поршневые полости централы-эго и дополнительных гидроцилиндров сообщены
0 выполненным в подвижной плите продольным каналом, сообщающимся с выполненным в штоке поршня каждого дополнительного гидроцилиндра осевым каналом.
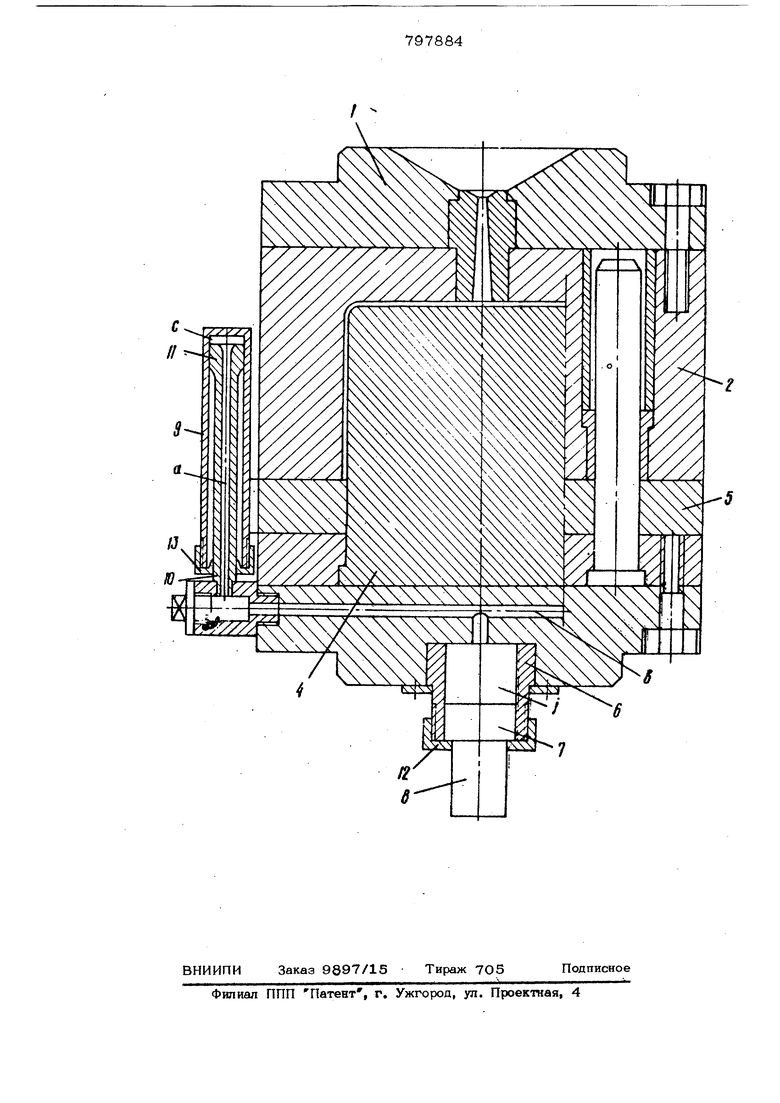
На чертеже изображена форма в зак5рытом положении.
Литьевая форма содержит неподвижную плиту 1 с закрепленной на ней плитой 2 матриц, подвижную плиту 3, жестко связанную с плитой пуансона 4, плиту 5 съема. На подвижной плите 3 установлен центральный гидроаилиндр 6, поршень 7 которого закреплен на хвостовике 8, а на плите съема установлены 37 доаолннгельные гидроцилиндры 9, штоки 10 поршней 11 которых установлены на подвижной плите и выполнены каждый с осевым каналом С3( , которые сообщают через канал, Ь подвижной плиты поршневые полости С и ( дополнительных и центрального гидррцилиндров. Гайка 12 служит для ограничения хода хвостовика 8, а гайка 13 дополнительного гидроцилиндра для направления и ограннче ВИЯ хода штока 1О поршня 11. Полости гидроцилиндров и каналы заполнены жидкостью. Работает литьевая форма следующим образом, После запрессовки полимера в формую щую полость и соответств тощей выдержк производят раскрытие формы. Подвижная плита 3 с плитой пуансона 4 отходит от неподвижной плиты 1. При этом хвостовйк 8 наталкивается на неподвижный упор литьевой машины, а плита 3 продол жает перемещаться, и хвостовик входит в центральный гидроцилиндр 6, создавая в его полости о давление жидкости, ко торая перетекает по каналам Б и Cf в поршневую полость 0 дополнительного гидроцилшщра. В результате давления жидкости гидроцилиндры 9 перемещают плиту 5 съема. Таким образом, осуществляется съем изделий с пуансона 4. Объем жидкости, вытесненной из полости d равен сумм ному объему жидкости, поступившей в п лость G Y.. n-Y. ц с 7 где Vij - объем жидкости, вытесненно из полости (7 VP - объем жидкости, поступивше в полость С П - количество боковых гидроци линдров./ V цТ ш С 4 Ш С рде - диаметр штока центральног гидроцллиндра (3 - диаметр штока дополнительн го гидроцйлиндра Qj. - ход штока центрального гид цилиндра ход плиты съема а п.с- П И) Зависимость, выраженная уравнением (1), позволяет по заданному ходу плиты съема S П б определить соотношение величин Д, 3 ii Можно определить такие соотношения этих величин,, чтобы скорость съема изделия со знака была меньше, равна или больше скорости разъема литьевой формы. При,.закрытии литьевой формы плита 2 матриц возвращается: в обратном направлении от полостей Q к полости d . Хвостовик 8 устанавливается в исходное положение. Литьевая форма готова для следующего цикла лития, На данной литьевой форме можно изготавливать изделия с различной высотой, так как можно изменять ход плиты съема путем подбора диаметров гидроцилиндров. Формула изобретения 1.Литьевая форма для изготовления полимерных изделий, содержащая подвижную и неподвижную плиты, съема и хвостовик, отличающаяся тем, что, с целью расширения технологических возможностей за счет обеспечения съема высоких изделий, она снабжена paзмeщeнны i на подвижной плите центральным гидроцилиндром, поршень которого закреплен на хвостовике, и установленными на плите съема дополнительными гидроцилиндрами, штоки поршней которых закреплены на подвижной плите, а поршневые полости их сообщены с полостью центрального гидроцилиндра. 2.Форма по п. 1, отличающаяся тем, что поршневые полости допатнительных и центрального гидроци- лнндров сообщены выполненным в подвижной плите продольным каналом, сообщающимся с выполненным в штоке поршня каждого дополнительного гидроцмлиндра осевым каналом. Источники информации, принятые во внимание при экспертизе 1. Технологическая оснастка для холодной штамповки,, прессования пластмасс и литья под давлением. Каталогсправочник. НИИМАШ, 1967, Ч.4, G 123, эскиз (прототип).
