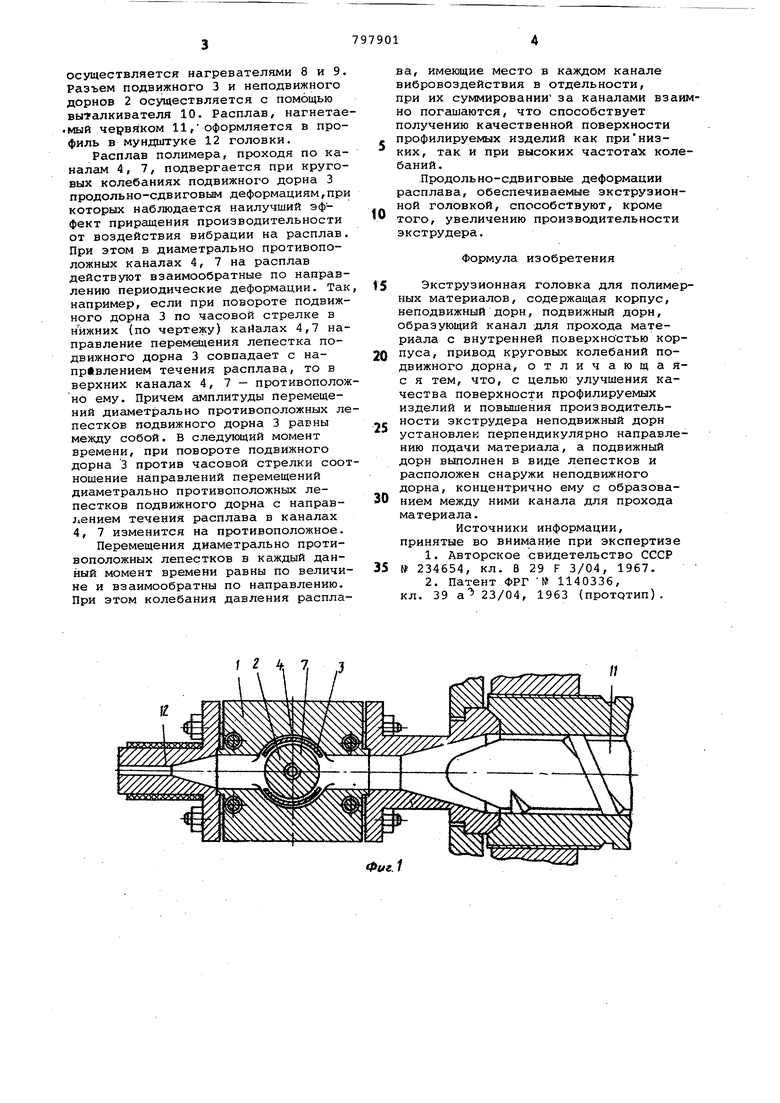
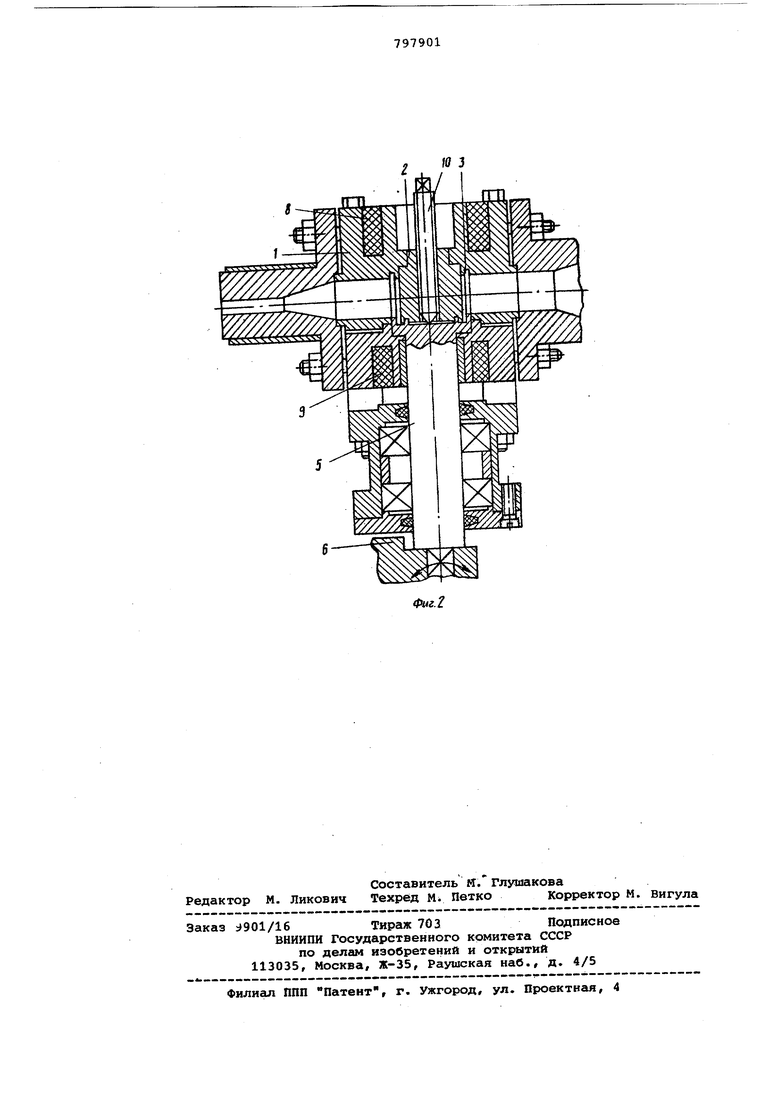
Изобретение относится к переработ ке пластических масс и может быть использовано на экструзионных машинах в производстве профильно-погонажных изделий. Известна экструзионная головка для полимерных материалов, содержащая корпус, дорн, образующий с корпусом канал для прохода материала, и матрицу 1 . Недостатком головки является низкое качество получаемых изделий. Наиболее близкой к предлагаемой является экструзионная головка для полимерных материалов, содержащая корпус г неподвижный дорн/ ПОДВЯЖЙЁГЙ дррн, образующий канал для прохода материала с внутренней поверхйостыо корпуса,привод круговых колебаний подвижного дорна 2 Недостаток головки - низкие качество поверхности профилируемык йэделиа и производительность экструдера Цель изобретения - улучшение Ksiчес ва поверхности профи лиру емиос из д ЛИЙ и повышения производительности экструдера. Поставленная цель достигается тем что в экструзионной головке для поли мерных материсшов, содержеицей корпу неподвижный дорн, подвижный дорн, образующий канал для прохода материала с внутренней поверхностью корпуса, привод круговых колебаний подвижного дорна, неподвижный дорн установлен перпендик.улярно направлению подачи материала, а подвижный дорн выполнен в виде лепестков и расположен снаружи неподвижного дорна, концент 5ично ему с образованием между ними канала для прохода материала. На фиг. 1 и 2 показана предлагаемая головка. Экструзионная головка содержит разъемный корпус 1, неподвижный дорн 2, подвижный дорн 3, образующий канал 4 для прохода материала между внутренней поверхностью корпуса 1 и наружной поверхностью подвижного дорна 3, привод круговых колебаний 5 подвижного дорна 3, npk этом неподвижный дорн 2 установлен перпендикулярно направлению подачи материала, а подвижный дорн 3,выполнен в виде лепестков, соединенных хвостовиком б с приводом круговых колебаний, и расположен снаружи неподвижного дорна 2, концентричнс ему с образованием между ними Jcaнaлa 7 для прохода материала. Нагрев головки
осуществляется нагревателями 8 и 9. Разъем подвижного 3 и неподвижного дорнов 2 осуществляется с помощью выгалкивателя 10. Расплав, нагнетае мый червяком 11, оформляется в профиль в мундштуке 12 головки.
Расплав полимера, проходя по каналам 4, 7, подвергается при круговых колебаниях подвижного дорна 3 продольно-сдвиговым деформациям,при которых наблюдается наилучший эффект приращения производительности от воздействия вибрации на расплав. При этом в диаметрально противоположных каналах 4, 7 на расплав действуют взаимообратные по направлению периодические деформации. Так например, если при повороте подвижного дорна 3 по часовой стрелке в нижних (по чертежу) кайалах 4,7 направление перемещения лепестка подвижного дорна 3 совпадает с напрввлением течения расплава, то в верхних каналах 4, 7 - противоположно ему. Причем амплитуды перемещений диаметрально противоположных лепестков подвижного дорна 3 равны между собой. В следующий момент времени, при повороте подвижного дорна 3 против часовой стрелки соотношение напр)авлений перемещений диаметрально противоположных лепестков подвижного дорна с направ e кeм течения расплава в каналах 4, 7 изменится на противоположное. Перемещения диаметрально противоположных лепестков в каждый данный момент времени равны по величине и взаимообратны по направлению. При этом колебания давления расплава, имеющие место в каждом канале вибровоздействия в отдельности, при их суммировании за каналами взаино погашаются, что способствует получению качественной поверхности профилируемых изделий как принизких, так и при высоких частотах колебаний.
Продольно-сдвиговые деформации расплава, обеспечиваемые экструзионной головкой, способствуют, кроме того, увеличению производительности экструдера.
Формула изобретения
Экструзионная головка для полимерных материалов, содержащая корпус, неподвижный дорн, подвижный дорн, образующий канал для прохода материала с внутренней поверхностью корпуса, привод круговых колебаний подвижного дорна, отличающаяс я тем, что, с целью улучшения качества поверхности профилируемых изделий и повышения производительности экструдера неподвижный дорн установлен перпендикулярно направлению подачи материала, а подвижный дорн выполнен в виде лепестков и расположен снаружи неподвижного дорна, концентрично ему с образованием между ними канала для прохода материала.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 234654, кл. В 29 F 3/04, 1967.
2.патент ФРГ 1140336,
кл. 39 а 23/04, 1963 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА | 2006 |
|
RU2317200C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| Экструзионно-литьевая головка для полимерных материалов | 1985 |
|
SU1337278A1 |
| Экструзионная головка | 1977 |
|
SU642195A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
1 г 4 Фиг. 1
Ю 3
